攪拌摩擦焊時,由機械旋轉的攪拌頭與被焊金屬摩擦產生的熱能傳輸給被焊金屬,焊縫金屬在攪拌力的驅動下產生塑性流動。焊縫組織受到強塑性流動的影響,導致焊縫結晶的微細化,也許局部伴有粗大化。攪拌摩擦焊接頭組織和其溫度分佈密切相關,因此必須要注意攪拌指棒的形狀,對焊縫熱循環的影響。
(一)焊縫區的溫度分佈
攪拌摩擦焊的溫度分佈的測定是不容易的。因為,在採用熱電偶測量焊接接頭溫度分佈時,焊縫中金屬的強塑性流動,使得熱電偶端頭易產生損壞。目前多是在焊縫區附近或熱影響區進行測量。
圖2-15為Backland等學者在板厚為4mm的A6063T6鋁合金、攪拌頭直徑為15mm的情況測得的焊接接頭的熱循環曲線。從圖中可以看到,離焊縫中心線2mm處的溫度大於500oC。日本有人經過試驗得到純鋁焊縫區的溫度最高為450oC。由於鋁的熔化溫度為660oC,可以認為是在熔點以下的溫度發生塑性流動。英國焊接研究所試驗結果表明焊縫區的最高溫度為熔點的70%,純鋁最高溫度不超過550oC。總之,純鋁攪拌摩擦焊接時焊縫區的最高溫度在500oC左右。熱傳導計算結果與以上的實測值基本一致。
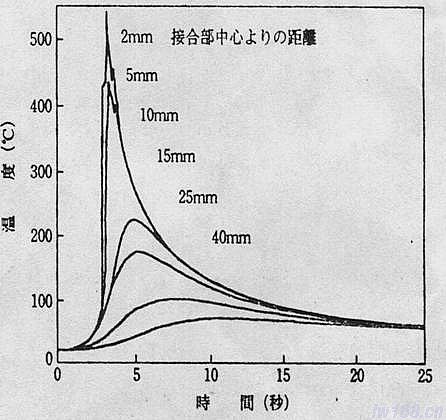
圖2-15 A6063-T6合金攪拌摩擦焊的熱循環曲線
攪拌指棒的溫度是一個很重要的問題,至今還沒有實測數據。因為攪拌指棒要在焊縫金屬內旋轉,測量十分困難。有人在被焊金屬固定的情況下,將旋轉的攪拌指棒壓入到板厚為12.7mm的6061-T6鋁中,測量距攪拌指棒的端部0.2mm處的溫度,並根據這個溫度,用計算機模擬的方法模擬出攪拌指棒外圍的溫度。在攪拌指棒的直徑為5mm,長為5.5mm的條件下,其模擬結果如圖2-16所示。
根據攪拌指棒壓入的速度可以推定,約24秒攪拌指棒全部壓入到被焊金屬中。從圖2-16可以看出,從15秒後到24秒,攪拌指棒外圍溫度為一常數約580oC,即達到6061合金固相線溫度。在攪拌摩擦焊時攪拌指棒的溫度不能高於以上溫度,因為攪拌指棒的高溫剪切強度或高溫抗疲勞強度就處於這個溫度範圍。也可以看到,攪拌指棒外圍區的溫度比上述的焊縫金屬的溫度高出幾十攝氏度。
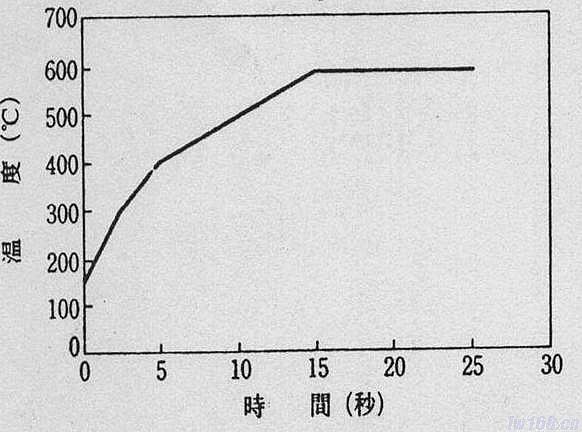
圖2-16 攪拌指棒外圍溫度的模擬計算結果
焊接速度:0.5mm/min 板厚:4mm 攪拌頭直徑:15mm
(二)模擬計算結果
由於焊縫內攪拌區的溫度是很難測量的,因而有人在研究殘餘應力分佈時,用模擬的方法計算出其溫度。圖2-17所示是A6063鋁合金攪拌摩擦焊焊縫區的溫度分佈模擬計算結果。圖中的斑點為攪拌頭的肩部區,圖中的曲線為等溫線,曲線上的數字是此等溫線的最高溫度。但是由於採用的鋁的高溫物理性能、粘度等的數據不十分精確,模擬結果與實際的溫度分佈會有一定的差別。
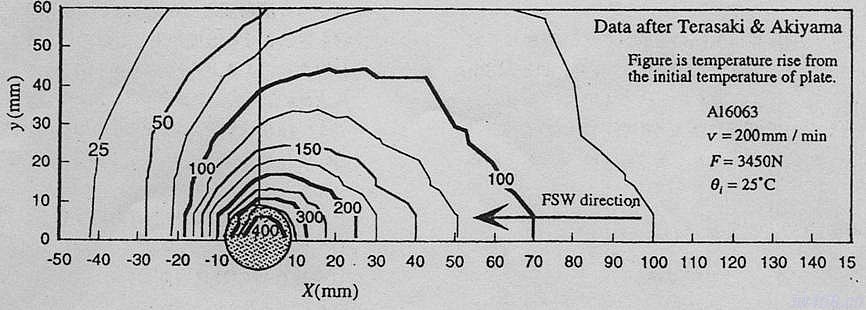
圖2-17 攪拌摩擦焊焊縫區的等溫線(板厚:5mm)
焊接速度對溫度分佈有相當大的影響。對於FSW來說,由於熱源在固體中移動,在焊縫中心部最高溫度的上限不會超過母材的固相線溫度。由計算得出的焊接速度對焊縫最高溫度的影響如圖2-18所示。從圖可以看出,在低速焊接情況下,焊縫的最高溫度為490oC;在高速焊接時焊縫的最高溫度為450oC。
從以上結果可以看出,在低速焊接和高速焊接下,雖然焊縫的最高溫度溫差並不大,但在實際攪拌摩擦焊時高速焊接是困難的,因為母材熱輸入低,焊縫金屬塑性流動性不好,易造成攪拌頭破損。最佳焊接規範的制定,是以在適當的摩擦熱的作用下焊縫金屬發生良好的塑性流動為依據。
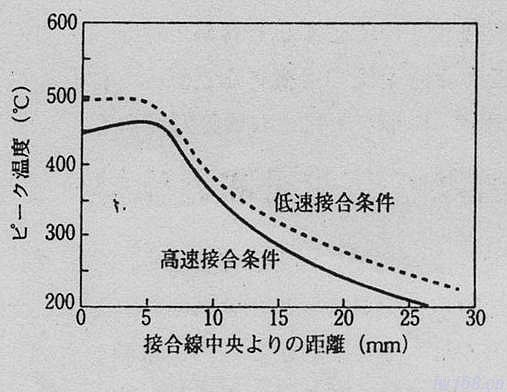
圖2-18 焊接工藝參數對最高溫度的影響圖
(三)焊接時的熱量計測
日本有人對板厚為4mm的6N01鋁合金的攪拌摩擦焊過程中的熱量進行了測量。其方法是把在焊接過程中產生的熱用水吸收,用溫度計測量水溫來進行測量攪拌摩擦焊過程中的熱量,測量中不考慮焊縫背面墊塊等的熱損失。圖2-19表示出了在相同的焊接速度和工件完全熔透的情況下,FSW和MIG焊的焊接熱輸入,FSW的熱輸入範圍為120~230J/mm,它大約是MIG焊焊接熱輸入的一半。
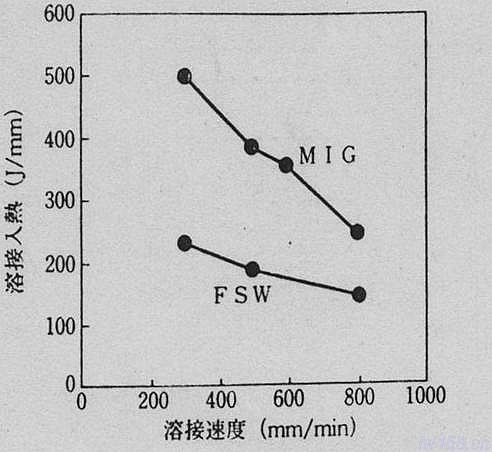
圖2-19 FSW和MIG焊4mm鋁合金
焊接熱輸入的比較
在攪拌摩擦焊焊接時,分別測量攪拌指棒和肩部的溫度,然後由測得的溫度循環換算為熱量。也可以採取簡單的方法計算,即在最高溫度下組織變化的截面積與比熱容、密度相乘。其計算結果如圖2-20所示。從圖中可以看出,對母材總的熱輸入量隨著焊接速度的增大和攪拌頭旋轉速度的降低而降低。
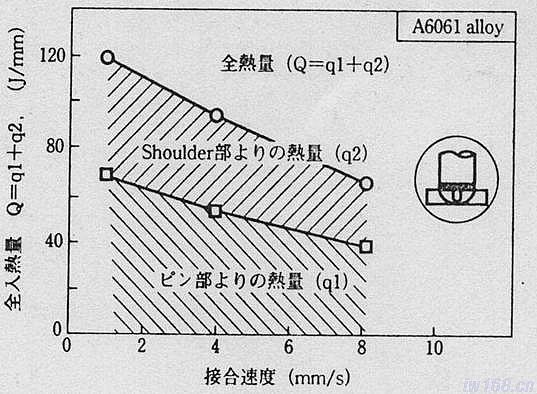
圖2-20 攪拌摩擦焊焊接速度對熱輸入的影響
攪拌指棒形狀以及肩部直徑對總的熱輸入量也有很大的影響,攪拌頭的攪拌指棒及肩部直徑越大,使總的熱輸入量變大。這樣的趨勢在焊接6000系及2000系鋁合金時是一樣的。 根據圖4-20給出的結果,把總熱輸入分為攪拌指棒和肩部各自產生的熱量進行比較,比較結果如圖2-21所示。它是用不鏽鋼製造的攪拌頭焊接的結果。有圖可以看到,攪拌指棒的發熱量為總的熱輸入的55~60%。這個發熱量的比率在轉速800~1600rpm的情況下幾乎不受影響。
最近,帶有螺紋的攪拌指棒已經用於生產,這種攪拌指棒對產熱的影響特別明顯。
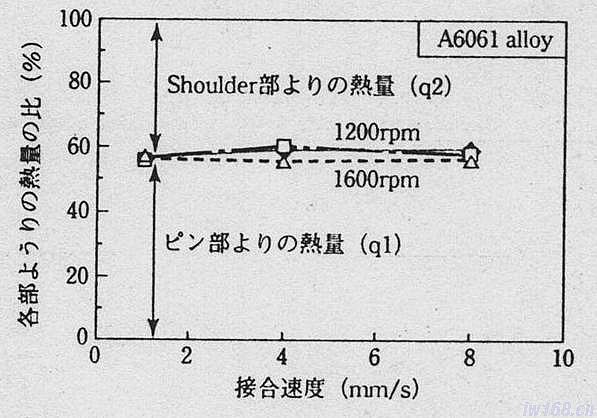
圖2-21 焊接速度對攪拌指棒和肩部熱量的影響
(四)焊縫區的組織
攪拌摩擦焊焊縫由於是在摩擦熱和攪拌指棒的強烈攪拌共同作用下形成的,焊縫金屬組織與其它焊接方法的焊縫相比有很多特點。
攪拌摩擦焊焊縫的宏觀斷面經腐蝕後進行觀察,其斷面形狀可分為2種,一種斷面形狀為圓柱狀;另一種為熔核狀(焊點)。大多數FSW焊縫為圓柱狀或它的變形的繞杯狀;而焊點狀的斷面多發生於高強度和軋制加工性不好的如7075A、5083鋁合金合金的攪拌摩擦焊焊縫中。
圖2-22是接頭的宏觀斷面,由圖可以看出,焊接斷面為一倒三角形,其中心區是由攪拌指棒產生的摩擦熱和強烈攪拌作用下形成的,其上部是由摩擦攪拌頭的肩部與母材表面的摩擦熱而形成的。焊縫沒有增高,通常與母材表面平齊稍微有些凹陷。
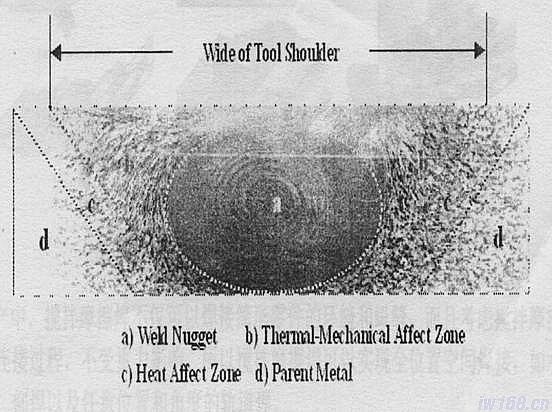
圖2-22 接頭的宏觀斷面
圖2-23所示是攪拌摩擦焊焊接接頭組成的劃分。它是根據如圖2-23所顯示的焊接接頭的金相組織進行觀察而劃分的。攪拌摩擦焊焊接接頭依據金相組織的不同分為四個區域。即圖中A區為母材,B區為熱影響區, C區為塑性變形和局部再結晶區,D區即焊縫中心區為完全再結晶區。
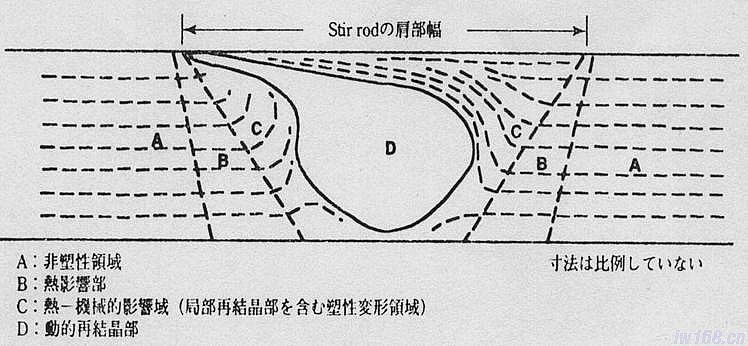
圖2-23攪拌摩擦焊焊接接頭組成
根據對攪拌摩擦焊焊縫金相組織的觀察,在C區可以看到部分晶粒發生了明顯的塑性變形和部分再結晶。D區是一個晶粒非常細小的焊核區域。此區域的焊縫金屬經歷了完全再結晶的過程。通過觀察A5005鋁合金攪拌摩擦焊焊縫金相組織,在焊縫中心區發現了等軸結晶組織,如圖2-24所示。但是晶粒細化不很明顯,晶粒大小多在20~30μm。這是由於熱輸入過大,產生過熱而造成的。
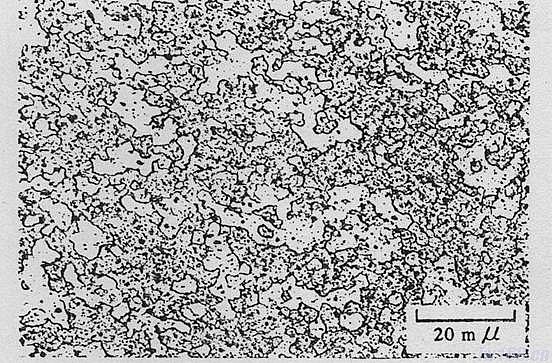
圖2-24 攪拌摩擦焊焊縫中心的等軸等軸結晶圖
圖2-25是攪拌摩擦焊焊縫微觀組織照片。它是2024鋁合金和AC4C鑄鋁的異種金屬攪拌摩擦焊接頭。由於圓柱狀的焊縫金屬的塑性流動,出現環狀組織,稱為洋蔥狀環組織。這種洋蔥狀環組織是FSW焊接接頭特有的組織。
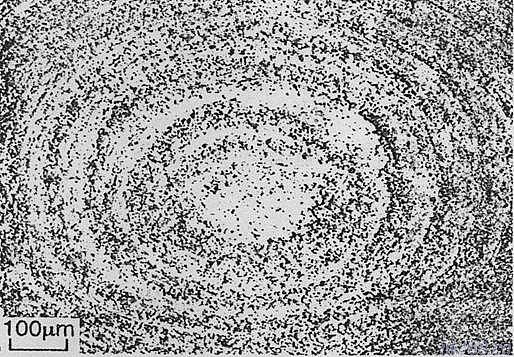
圖2-25 攪拌摩擦焊焊縫微觀斷面
(A5005鋁合金 板厚6mm)
對於FSW來說,由於對焊縫給予摩擦熱加之旋轉攪拌,產生強烈的塑性流動,其焊縫為非熔化狀態,所以歸類為固相焊接。但Bjorneklett等研究發現,在攪拌頭的肩部正下方溫度高,對於7030鋁合金攪拌摩檫焊來說,焊縫為固液共存狀態。由於攪拌頭肩部正下方焊縫金屬的溫升為330oC/s,造成局部熔化現象也是可能的。