生產實踐證明,若鑽套使用壽命較低,關係到鑽孔的加工精度(除孔本身加工精度外,還有從動齒輪安裝孔中心距的精度等)。為此筆者進行了多次試驗,結果表明,鑽套採用滲碳后空冷並進行再加熱淬火處理后,不僅表面硬度提高了3~4HRC,而且因其表層可以獲得較理想的彌散細小顆粒狀碳化物,其耐磨性大大提高,因此,鑽套的使用壽命提高了3~4倍,滿足了生產和產品質量的要求。
1.材料
鑽套採用T12A鋼製造,材料化學成分要求執行GB/T12981986《碳素工具鋼的化學成分及力學性能》標準,其主要化學成分:ωO=1.15%~1.24%,ωsi≤0.35%,ωMn≤0.40%。
2.技術要求
(1)硬度要求表面淬火硬度為63~65HRC。
(2)變形要求變形要小,尖角處無淬火裂紋。
(3)金相組織要求表層無脫碳層,馬氏體級別小於3級。
3.熱處理工藝的改進
(1)原熱處理工藝Ⅰ主要設備採用RYD—15—9型箱式電阻爐,工藝路線為裝卡→加熱→淬火→回火→拋丸清理→檢驗。其具體工藝操作要求為:在箱式爐中790~810℃加熱並保溫15~20min后,取出空冷3~5s,淬入水中3~4s,迅速轉入油中冷卻;回火採用RJJ—35—6型井式回火爐,要求淬火后及時回火。圖2為原熱處理工藝Ⅰ曲線。檢驗結果見附表。
由於鑽套在空氣爐中加熱時,表面產生了一些氧化,因此淬火硬度偏下限,為62~63HRC,鑽套使用壽命相對較低。為解決這一問題,可以在鑽套加熱前表面塗以保護塗料以減輕氧化。
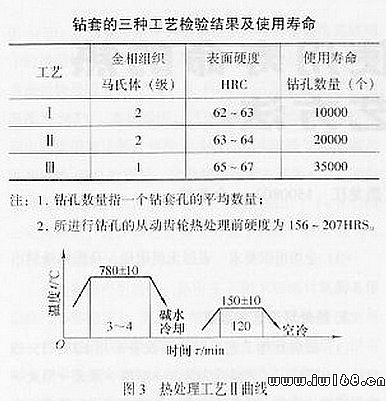
(2)熱處理工藝Ⅱ主要設備採用RYD→50→8型鹽浴爐,工藝路線為裝卡→預熱→加熱→淬火→回火→拋丸清理→檢驗。其具體工藝操作要求為:先在一台鹽浴爐邊預熱20~30min后,在此鹽浴爐中770~790℃加熱並保溫3~4min,然後淬人含40%~50%NaOH的飽和水溶液(介質溫度≤40℃)3~5min。因40%~50%NaOH的飽和水溶液在40℃時具有較高的冷卻能力,採用鹽浴加熱可以很好地減少鑽套的氧化,因此,其淬火硬度較高,較使用空氣爐提高了2~3HRC,使用壽命較使用空氣爐提高一倍多。回火採用RJJ—35—6型井式回火爐,鑽套淬火后,為避免產生裂紋需要立即回火。圖3為熱處理工藝Ⅱ曲線。檢驗結果見附表。
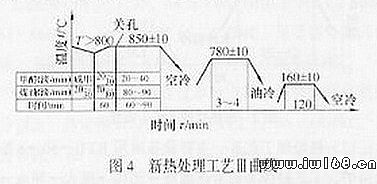
(3)新熱處理工藝Ⅲ主要設備採用RJJ—35—9T型井式氣體滲碳爐和RYD—50—8型鹽浴爐,其工藝路線為裝卡→滲碳→空冷→預熱→再加熱→淬火→回火→拋光清理→檢驗。其具體工藝操作要求為:在一井式滲碳爐中850℃滲碳空冷后,先在一台鹽浴爐邊預熱20~30min,然後在此鹽浴爐中770~790℃ 加熱並保溫3~4min,並淬入油中(淬火油採用Y15—Ⅰ型快速光亮淬火油,油溫為80~90℃,這樣既有較高的冷卻能力,又有利於減少淬火變形);回火採用RJJ—35—6型井式舊火爐。圖4為新熱處理工藝Ⅲ曲線。檢驗結果見附表。
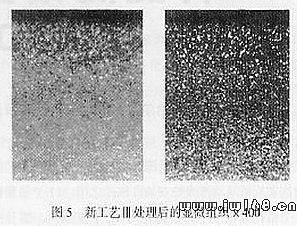
有關文獻指出,再加熱淬火的零件同直接淬火的零件相比,可以得到進一步細化的晶粒度和顯微組織,因而能夠獲得良好的綜合力學性能。鑽套採用新的熱處理工藝Ⅲ——滲碳空冷后再加淬火工藝后,其表層獲得的金相組織為彌散細小顆粒狀碳化物(見圖5),滲碳層厚度為0.40~0.50min,而且表面硬度高,因此,其耐磨性大大增加,使用壽命較使用空氣爐處理提高3~4倍。
經過一年多的生產實踐證明,採用新的熱處理Ⅲ處理的鑽套,其質量穩定可靠,使用壽命長,很好地滿足了生產和產品技術的要求。由於所需要加工的鑽套可以隨其他滲碳層要求相近的工件一同裝爐進行滲碳,因此,鑽套的熱處理相對比較方便。
4.小結
鑽套採用滲碳空冷後進行再加熱淬火處理后,不僅表面硬度大大提高,而且表層可以獲得較理想的彌散細小顆粒狀碳化物,因此,其耐磨性大大提高,使用壽命提高了3~4倍,很好地滿足了生產和產品技術的要求。