在彎曲成形方式中,U形彎曲是最常見的一種。在U形彎曲中最難解決的工藝問題是彎曲件的回彈。在彎曲工藝設計時,人們一般根據經驗(經驗公式計算或查表),粗略計算其回彈值(回彈角、回彈半徑),在設計模具結構時考慮彌補。下面就以消除回彈為重點,對幾種常用U形彎曲模結構進行分析,並介紹一種可調式U形彎曲模結構。
1.U形彎曲模常見結構淺析
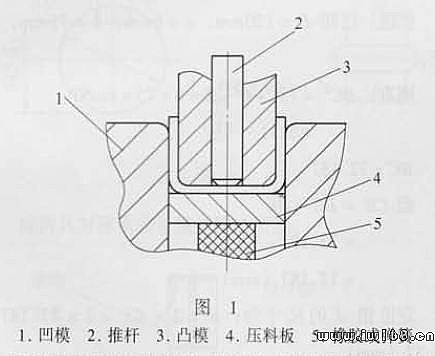
(1)對於彎曲精度要求不高,回彈值較小的零件,可採用圖1所示結構。壓彎時壓料板將毛坯先壓住再彎曲,彎曲后將工件頂起。如果工件卡在凸模上,則由推桿推下。
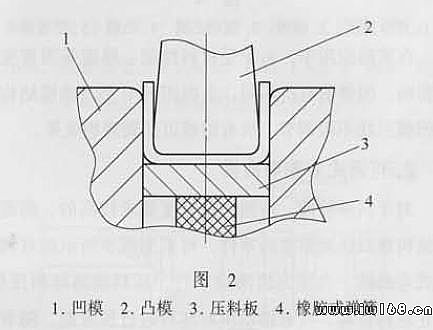
(2)對於彎曲精度有要求,回彈值較小的零件,則可採用圖2所示結構。利用經驗公式,算出回彈角及回彈半徑,在凸模上作出補償角及補償半徑,以消除回彈。
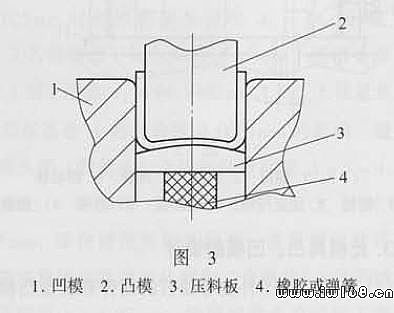
(3)對於彎曲精度有要求,回彈值較大的零件,可採用圖3所示的結構。U形件彎曲,可用改變背壓(頂板壓力)的方法改變回彈角。背壓加大,工件角部產生的正回彈大於底部正向凸起校平后產生的負回彈,從而回彈角加大。背壓減小而又作最後底部校平時會產生負回彈,適當調整背壓值,可使底部產生的負回彈和角部產生的正回彈互相補償。圖3結構中,工件彎曲時,就可以預先將底部壓出反向凸起的弧形。當工件從凹模取出后,由於弧面部分回彈伸直面使兩側產生負回彈,從
而補償了圓角部分的正回彈。
(4)對於彎曲精度有要求,回彈值很大的零件,可採用圖4所示結構。其特點是採用一對擺動凹模,當凸模將坯料壓彎至下死點時,迫使兩擺動凹模向內壓,使工件壓成形以彌補彎后回彈量。當上模上行,彈頂銷使擺動凹模張開複位。
在實際應用中,由於受材料性能、厚度等因素變化的影響,回彈值有所不同,上面四種U形彎曲模結構的凸凹模形狀不可調節,故有時難以達到理想效果。
2.可調式U形彎曲模
對於料厚較薄、兩側邊垂直度要求較高的、前面所述結構難以達到要求的零件,可採用圖5所示的可調擺塊式彎曲模。當壓力機滑塊下行,壓料塊將坯料壓住,防止坯料位移,接著擺動塊對坯料進行預彎曲。隨著壓力機滑塊繼續下行,固定凹模壓著凸模下行