2焊接設計
2.1 材料選用
2.1.1母材材料選用
2.1.1.1 鋼結構對材料的要求[5]
鋼結構所用的鋼必須符合下列要求:
1) 較高的抗拉強度fu 和屈服點fy
fy是衡量結構承載能力的指標,fy高則可減輕結構自重、節約鋼材和降低造價。fu是衡量鋼材經過較大變形后的抗拉能力,它直接反映鋼材內部組織的優劣,同時fu 高可以增加結構的安全保障。
2) 較高的塑性和韌性
塑性和韌性好,結構在靜載和動載作用下有足夠的應變能力,既可減輕結構脆性破壞的傾向,又能通過較大的塑性變形調整局部應力,同時又具有較好的抵抗交變荷載作用的能力。
3) 良好的工藝性能
良好的工藝性能不但能保證通過冷加工、熱加工和焊接加工成各種形式結構,而且不致因加工而對結構的強度、塑性、韌性等造成較大的不良影響。
此外,根據結構的具體工作條件,有時還要求鋼材具有適應低溫、高溫和腐蝕性環境能力。
按以上要求,鋼結構設計規範具體規定:承重結構的鋼材應具有抗拉強度、伸長率、屈服點和碳、硫、磷含量的合格保證;焊接結構尚應具有冷彎試驗的合格保證;對某些承受動力荷載的結構以及重要的受拉或受彎的焊接結構尚應具有常溫或負溫衝擊韌性的合格保證。
2.1.1.2 鋼結構用鋼的分類 [5]
在鋼結構中採用的鋼材主要有兩種:碳素結構鋼(或稱普通碳素鋼)和低合金結構鋼。
1) 碳素結構鋼
根據國家標準《碳素結構鋼》(GB700-88)的規定,將碳素結構鋼分為Q195、Q215、Q235、Q255和Q275等五種牌號,鋼的牌號有屈服強度字母(Q)、屈服強度值、質量等級符號(A、B、C和D)、脫氧方法符號等四部分順序組成。常見用鋼具體參數見表2-1-1。
2) 低合金鋼
根據《低合金高強度結構鋼》(GB1591-94)的規定,低合金高強度結構鋼分為Q295、Q345、Q390、Q420和Q460等五種,其中Q345、Q390為鋼結構常用鋼種,Q420已在九江長江大橋中成功使用。具體參數見表2-1-1。
2.1.1.2 鋼結構用鋼選用原則[5] [6]
鋼材的選用在鋼結構設計中是重要的一環,選擇的目的是既要保證結構的安全,又要做到可靠和經濟合理。選擇鋼材時應考慮以下幾點。
1) 結構的重要性
對重型工業建築鋼結構、大跨度鋼結構、壓力容器、高層或超高層民用建築或構築物等重要結構,應考慮選用質量好的鋼材;其他按工作性質分別選用普通質量的鋼材;另外,安全等級不同,要求的鋼材質量也應不同。
2) 載荷情況
一般承受靜載荷的結構,應主要以滿足強度要求來選取。直接承受交變載荷的結構,若屬於低周疲勞,在保證一定強度要求下,著重考慮材料的塑性和韌性;若屬於高周疲勞,這時強度隊疲勞抗力起著主導作用,應選擇強度高的材料。承受衝擊載荷的結構,所選材料應具有足夠的延性和韌性。按剛度條件設計的結構,其工作應力一般比較小,但其壁厚較厚,此時選材不應是高強度的,而應是塑性和韌性好的一般強度的材料。在厚度方向受到拉伸載荷,
應選擇層狀夾雜少,厚度方向塑性好的材料,以防止產生層狀撕裂。
3) 連接方法
焊接結構對材質的要求應嚴格一些。例如,在化學成分方面必須嚴格控制碳、硫、磷的含量;非焊接結構對碳當量可放寬要求。
4) 結構所處的溫度和環境
在低溫條件下工作的結構,尤其是焊接結構,應選用具有良好抗低溫脆斷性能的鎮靜鋼。露天結構易產生時效,有害介質作用的鋼材易腐蝕、疲勞和斷裂,應區別地選擇不同的材質,宜採用耐候鋼,其質量要求應符合現行國家標準GB/T4172《焊接結構有耐候鋼》的規定。
5) 鋼材厚度
厚鋼材輥軋次數少 ,軋制壓縮比相對薄板小。所以厚度大的鋼材不僅強度較小,而且塑性、衝擊韌性和焊接性能也較差。因此,厚度大的焊接結構應採用材質好的鋼材。推薦採用Z向鋼,其材質應符合現行國家標準GB/T5313《厚度方向性能鋼材》的規定。
6)對於需要演算疲勞的焊接結構的鋼材,應具用常溫衝擊韌性的合格保證。當結構工作溫度不高於0℃但高於-20℃時,Q235鋼和Q345鋼應具用0℃衝擊韌性的合格保證;對Q390鋼和Q420鋼應具有-20℃衝擊韌性的合格保證。當結構工作溫度不高於-20℃時,Q235鋼和Q345鋼應具用-20℃衝擊韌性的合格保證;對Q390鋼和Q420鋼應具有-40℃衝擊韌性的合格保證。
吊車起重量不小於50t的中級工作制吊車梁,對鋼材衝擊韌性的要求應與需要演算疲勞的構件相同。
表2-1-1 常見結構鋼力學性能及匹配焊接材料
| 鋼 材 | 手工電弧焊焊條 | CO2⑤氣體保護焊實心焊絲 | 埋弧焊焊接材料 | ||||||
| 牌號 | 等級 | 抗拉強度①Re/Mpa | 屈服強度 | 衝擊吸收功① | 型號示例 | 型號示例 | 焊劑型號-焊絲牌號 | ||
| δ≤16mm | δ>50~100mm | T/℃ | AKV/J | ||||||
| Q235 | A | 375~460 | 235 | 205② | — | — | E4303③ | ER49-1③ | F4A0-H08A |
| B | 20 | 27 | E4303、E4328、E4315、E4316 | ||||||
| C | 0 | 27 | ER50-6 | ||||||
| D | -20 | 27 | F4A2-H08A | ||||||
| Q295 | A | 390~570 | 295 | 235 | — | — | E4303③ | ER49-1③ER49-6 | F5004-H08A⑥、F5004-H08MnA⑦ |
| B | 20 | 34 | E4328、E4315、E4316 | ER50-3、ER50-6 | F5014-H08A⑥、F5014-H08MnA⑦ | ||||
| Q345 | A | 470~630 | 345 | 275 | — | — | E5003③ | ER49-1③ | F5004-H08A⑥、F5004-H08MnA⑦F5004-H10Mn2⑦ |
| B | 20 | 34 | E5003③、E5015、E5016、E5018 | ER50-3 | F5014-H08A⑥、F5014-H08MnA⑦、F5014-H10Mn2⑦、F5011-H08A⑥、F5011-H08MnA⑦、F5011-H10Mn2⑦ | ||||
| C | 0 | 34 | E5015、E5016、E5018 | ER50-2 | F5024-H08A⑥、F5024-H08MnA⑦、F5024-H10Mn2⑦、F5021-H08A⑥、F5021-H08MnA⑦、F5021-H10Mn2⑦ | ||||
| D | -20 | 34 | F5034-H08A⑥、F5034-H08MnA⑦、F5034-H10Mn2⑦、F5031-H08A⑥、F5031-H08MnA⑦、F5031-H10Mn2⑦ | ||||||
表2-1-1續
| 鋼材 | 手工電弧焊焊條 | CO2⑤氣體保護焊實心焊絲 | 埋弧焊焊接材料 | ||||||
| 牌號 | 等級 | 抗拉強度①Re/Mpa | 屈服強度 | 衝擊吸收功① | 型號示例 | 型號示例 | 焊劑型號-焊絲牌號 | ||
| δ≤16mm | δ>50~100mm | T/℃ | AKV/J | ||||||
| Q390 | A | 490~650 | 390 | 330 | — | — | E5015、E5016、E5515-D3、E5515-G、E5516-D3、E5516-G | ER50-3 | F5011-H08MnA⑥、F5011-H10Mn2⑦、F5011-H08MnMoA⑦ |
| B | 20 | 34 | |||||||
| C | 0 | 34 | F5021-H08MnA⑥、F5021-H10Mn2⑦、F5021-H08MnMoA⑦ | ||||||
| D | -20 | 34 | ER50-2 | F5031-H08MnA⑥、F5031-H10Mn2⑦、F5031-H08MnMoA⑦ | |||||
| E | -40 | 27 | ④ | ④ | F5041④ | ||||
| Q420 | A | 520~680 | 420 | 360 | — | — | E5515-D3、E5515-G、E5516-D3、E5516-G | ER55-D2 | F6011-H10Mn2⑥、F6011-H08MnMoA⑦ |
| B | 20 | 34 | |||||||
| C | 0 | 34 | F6021-H10Mn2⑦、F6021-H08MnMoA⑦ | ||||||
| D | -20 | 34 | F6031-H10Mn2⑦、F6031-H08MnMoA⑦ | ||||||
| E | -40 | 27 | ④ | ④ | F6041④ | ||||
① 表中鋼材力學性能的單值均為最小值。
② 板厚δ>60~100mm時的Re值。
③ 用於一般結構,其他用於重大結構。
④ 由供需雙方協議。
⑤ 含Ar-CO2混合氣體保護焊。
⑥ 薄板I形坡口對接。
⑦ 中、厚板坡口對接。
7)下列情況的承重結構和構件不應採用Q235沸騰鋼:
①焊接結構。
a. 直接承受動力載荷或振動載荷且需要演算疲勞的結構。
b. 工作溫度低於-20℃時的直接承受動力載荷或振動載荷但不需要演算疲勞的結構以及承受靜力載荷的受彎及受拉德重要承重結構。
c. 工作溫度等於或低於-30℃的所有承重結構。
② 非焊接結構。
工作溫度等於或低於-20℃時的直接承受動力載荷且需 要演算疲勞的結構。
8)承重結構採用的鋼材應具有抗拉強度、伸長率、屈服強度和硫、磷含量的合格保證,對焊接結構尚應具有碳含量的合格保證。對焊接結構還應具有碳含量的合格證。焊接承重結構以及重要的非焊接承重結構採用的鋼材還應具有冷彎試驗的合格保證。
2.1.2焊接材料匹配[3] [7] [8] [9] [10] [11]
焊接不同類別鋼材時,焊接材料的匹配應符合設計要求。常見結構鋼材採用焊條電弧焊、CO2氣體保護焊和埋弧焊進行焊接,焊接材料可按表2-1-1中的規定。
2.2 焊接方法的選用[12]
選擇焊接方法時必須符合以下要求:能保證焊接產品的質量優良可靠;生產率高,生產費用低,工作條件好,能獲得較好的經濟效益。
影響這兩方面的因素很多,概括如下:
㈠ 產品特點
⑴ 產品結構類型
本單位焊接的產品按結構特點大致可分為以下三大類。
1) 結構類 如橋樑鋼結構、起重機械等的鋼結構;
2) 機械零件類 如機械產品的零部件等;
3) 半成品類 如工字梁、管子等。
這些不同結構的產品由於焊縫的長短、形狀、焊接位置等個不相同,因而適用的焊接方法也會不同。
結構類產品中規則的的長焊縫和環縫宜採用埋弧焊;手弧焊用於打底焊和短焊縫焊接,機械類產品接頭一般較短,根據其準確度要求,選用氣體保護焊(一般厚度)、電渣焊(重型構件易於立焊的);半成品類的產品的焊接接頭往往是規則的,宜採用適於機械化的焊接方法,如埋弧焊和氣體保護焊。
表2-1-2焊接方法影響因素
| 焊接方法 | 適用材料下焊接厚度(mm) | 接頭形式 | 焊接位置 | 費用 | 自動化程度 | |||||||
| 對接 | T接 | 搭接 | 平焊 | 立焊 | 橫焊 | 仰焊 | 設備費 | 焊接費 | ||||
| 手工電弧焊 | 碳鋼 | 單道2~6 多道6以上 | A | A | A | A | B | B | C | 少 | 少 | 差 |
| 低合金鋼 | 單道2~6 多道6以上 | |||||||||||
| 二氧化碳氣保焊 | 碳鋼 | 射流過渡:單道3~10;多道10以上 短路過渡:單道0.5~6;多道6~20 | A | A | A | A | A | B | C | 中 | 少 | 好 |
| 低合金鋼 | 射流過渡:單道3~10;多道10以上 短路過渡:單道0.5~6;多道6~20 | |||||||||||
| 埋弧焊 | 碳鋼 | 單道5~24 多道24以上 | A | A | A | A | D | B | D | 中 | 少 | 好 |
| 低合金鋼 | 單道5~24 多道24以上 | |||||||||||
| 栓釘焊 | 碳鋼① | ② |
|
|
|
|
|
|
| 少 | 少 | 好 |
| 低合金鋼① | ||||||||||||
| 電渣焊 | 碳鋼 | 24以上 | A | A | B | C | A | D | D | 大 | 少 | 好 |
| 低合金鋼 | 24以上 | |||||||||||
① ②栓釘的材料為ML15 和ML15Al。(GB/T6478-2001 《冷鐓和冷擠壓用鋼》); 栓釘的規格有:M10、M13、M16、M19、M22、M25等(GB/T10433-2002 《電弧螺柱焊用圓柱頭焊釘》)
⑵ 工件厚度
工件的厚度可在一定程度上決定所適用的焊接方法。每種焊接方法由於所用熱源不同,都有一定的適用的材料厚度範圍。對於熔焊而言,是以焊透而不燒穿為前提。可焊最小的厚度是指穩定狀態下單面單道焊恰好焊透而不發生燒穿的厚度。顯然,焊件越薄,越須注意燒穿問題;可焊最大厚度則決定於該焊接方法在最大熱輸入下單面單道焊的最大熔深。焊件越厚,越須注意焊透問題。如果該結構允許開坡口又能採用雙面多層多道焊,則可焊的最大厚度在技術上不再有困難,此時焊接方法由生產率和經濟因素決定。在推薦的厚度範圍內焊接時較易控制焊接質量和保持合理的生產率。
⑶ 接頭形式和焊接位置
焊接接頭形式通常由產品結構形式、使用要求和母材的厚度等因素決定。對接、搭接、T形接和角接是最基本的形式,這些接頭形式對大部分熔焊方法均適用。
⑷ 焊接位置
在不能變位的情況下焊接焊件上所有的焊縫,就會因焊縫處於不同空間位置而須採用平焊、立焊、橫焊、或仰焊等四種不同的位置的焊接。一種焊接方法能進行這四種位置的焊接稱可全位置焊的方法。就熔焊而言,埋弧焊只適用於平焊位置,電渣焊適用於立焊。其他如焊條電弧焊、各種氣體保護電弧焊均能全位置焊。各種焊接方法中以平焊最容易操作,生產率高,焊接質量容易保證,而仰焊操作最難,極易產生焊接缺陷。因此有條件的應是焊件變位,讓焊縫都處於平焊位置施焊。
㈡ 母材特性
母材的特性考慮的包括母材的物理性能、力學性能和冶金性能。由於焊接結構中最常用是普通碳鋼和低合金鋼,幾乎所有焊接方法都能選用,但隨著含碳量或合金含量的增加,其焊接性能變差。高碳鋼或碳當量高的合金結構鋼宜採用冷卻速度慢的焊接方法,已減少熱影響區開裂傾向。
選擇好焊接方法的影響因素還包括技術水平、設備和焊接用消耗材料等。所有的因素須綜合考慮,選擇最經濟最適用的方法。表2-1-2提供了綜合各種因素而適用的焊接方法,以供參考。
2.3 焊接結構設計
2.3.1焊接應力 [5] [12] [13]
2.3.1.1 焊接應力的特點和分類
⑴ 特點
沒有外力作用的情況下,平衡於物體內的應力稱內應力。引起內應力的原因很多,由焊接引起的內應力稱焊接應力。
焊接應力也和其他原因引起的內應力一樣,有一個基本特點,即在整個焊件內構成一個平衡力系,其內力與內力矩的總和都為零:


因此,在焊件橫截面上內應力的分佈(圖2-3-1),總是既有拉應力,又有壓應力,是雙值同時出現的。而且應力分布圖上拉應力的面積(圖中用 表示的影線面積)等於壓應力得面積(用
表示的影線面積)等於壓應力得面積(用 表示的影線面積)。
表示的影線面積)。
圖2-3-1長板對接焊后橫截面上的縱嚮應力 的分佈
的分佈
⑵ 分類(見表2-3-1)
表2-3-1焊接應力分類
| 焊接應力 | 分類 | 說明 |
| 按應力在焊件內的空間位置分 | 一維空間應力 | 單向(或單軸)應力。應力沿焊件一個方向作用 |
| 二維空間應力 | 雙向(或雙軸)應力。應力在一個平面內不同方向作用 | |
| 三維空間應力 | 三向(或三軸)應力。應力在空間所有方向作用 | |
| 按應力產生的原因分 | 熱應力 | 焊接過程中焊件內部溫度有差異所引起的應力,故又稱溫差應力,它隨溫差消失而消失。熱應力是引起熱裂紋的力學原因 |
| 相變應力 | 焊接過程中局部金屬發生相變,其比容增加或減小而引起的應力 | |
| 塑變應力 | 金屬局部發生拉伸或壓縮塑性變形后引起的內應力。焊接過程中在近縫高溫區德金屬熱膨和冷縮受阻時產生這種塑性變形,從而引起焊接的內應力 | |
| 按應力存在的時間分 | 焊接瞬時應力 | 在焊接過程中,某一瞬時的焊接應力,隨時間而變化。它和焊接熱應力沒有本質區別,當溫度也隨時間而變化時,熱應力也是瞬時應力。統稱暫時應力。 |
| 焊接殘餘應力 | 焊完冷卻后殘留在焊件內的應力。圖2-3-1所示即為殘餘應力。它對焊接結構的強度、腐蝕和尺寸穩定性等使用性能有影響。 |
2.3.1.2焊接殘餘應力對結構的影響
熔化焊必然會帶來焊接殘餘應力,焊接殘餘應力在鋼結構中並非都是有害的。根據鋼結構在工程中的受力情況、使用的材料、不同的結構設計等,正確選擇焊接工藝,將不利的因素變為有利的因素。同時要做到具體情況具體分析。
1)對靜載強度的影響
塑性良好的金屬材料,焊接殘餘應力的存在並不影響焊接結構的靜載強度。在塑性差的焊件上,因塑性變形困難,當殘餘應力峰值達到材料的抗拉強度時,局部首先發生開裂,最後導致鋼結構整體破壞。由此可知,焊接殘餘應力的存在將明顯降低脆性材料鋼結構的靜載強度。
2)對構件加工尺寸精度的影響
對尺寸精度要求高的焊接結構,焊后一般都採用切削加工來保證構件的技術條件和裝配精度。通過切削加工把一部分材料從構件上去除,使截面積相應減小,同時也釋放了部分殘餘應力,使構件中原有殘餘應力的平衡得到破壞,引起構件變形。
圖2-3-2帶氣割邊及帶蓋板的焊接桿件的內應力
3)對受壓桿件穩定性的影響
焊接后工字梁(H形)中的殘餘壓應力和外載引起的壓應力疊加之和達到材料的屈服點時,這部分截面就喪失進一步承受外載的能力,削弱了有效截面積。這種壓力的存在,會使工字梁的穩定性明顯下降,使局部或整體失穩,產生變形。
焊接殘餘應力對桿件穩定性的影響大小,與內應力的分佈有關,若能使有效截面遠離壓桿的中性軸,如圖2-3-2所示的H形焊接桿件,可以改善其穩定性。圖中a是用氣割翼板外邊緣,圖中b是翼板上加蓋板在邊緣進行焊接,均使邊緣存在較大拉內應力。這樣的結構內應力狀態其失穩臨界應力比一般焊接的H形截面高。
4)對應力腐蝕裂紋的影響
金屬材料在某些特定介質和拉應力的共同作用下發生的延遲開裂現象,稱為應力腐蝕裂紋。應力腐蝕裂紋主要是由材質、腐蝕介質和拉應力共同作用的結果。
採用熔化焊焊接的構件,焊接殘餘應力是不可避免的。焊件在特定的腐蝕介質中,儘管拉應力不一定很高都會產生應力腐蝕開裂。其中殘餘拉應力大小對腐蝕速度有很大的影響,當焊接殘餘應力與外載荷產生的拉應力疊加后的拉應力值越高,產生應力腐蝕裂紋的傾向就高,產生應力腐蝕開裂的時間就越短。所以,在腐蝕介質中服役的焊件,首先要選擇抗介質腐蝕性能好的材料,此外對鋼結構的焊縫及其周圍處進行錘擊,使焊縫延展開,消除焊接殘餘應力。對條件允許焊接加工的鋼結構,在使用前進行消除應力退火等。
2.3.1.3從設計方面調節和控制焊接殘餘應力(工藝措施見下章)
焊接內應力是可以通過結構設計和焊接工藝措施等進行調節與控制。工藝措施將在下一章詳細介紹。
1) 盡量減少結構上焊縫的數量和焊縫尺寸。多一條焊縫就多一處內應力源;過大的焊縫尺寸,焊接時受熱區加大。使引起殘餘應力與變形的壓縮塑變區或變形量增大。
2) 避免焊縫過分集中,焊縫間應保持足夠的距離。焊縫過分集中不僅使應力分佈更不均勻,而且可能出現雙向或三向複雜的應力狀態。
3) 採用剛性較小的接頭形式。
2.3.2焊接變形 [5] [12] [13]
2.3.2.1 焊接變形的特點和分類
⑴ 特點
焊件由於焊接而產生的變形稱焊接變形。焊接變形與焊件形狀尺寸、材料的熱物理性能及加熱條件等因素有關。如果是簡單的金屬桿件在自由狀態下均勻的加熱或冷卻,該桿件將按熱膨冷縮的基本規律在長度上產生伸長或縮短的變形,焊接時不均勻加熱過程,熱源只集中在焊接部位,且以一定速度向前移動。局部受熱金屬的膨脹能引起整個焊件發生平面內或平面外的各種形態的變形。變形是從焊接時便產生,並隨焊接熱源的移動和焊件上溫度分佈的變化而變化。一般情況下一條焊縫在施焊處受熱發生膨脹變形,後面開始在凝固和冷卻處發生收縮。膨脹和收縮在這條焊縫上不同部位分別產生,直至
焊接結束並冷至室溫,變形才停止。
⑵分類
焊接過程中隨時間而變的變形稱焊接瞬時變形,它對焊接施工過程發生影響。焊完冷后,焊件上殘留下來的變形稱焊接殘餘變形,它對結構質量和使用性能發生影響。
我們關心最多的是焊接殘餘變形,因為它直接影響結構的使用性能。所以在沒有特別說明情況下,一般所說的焊接變形,多是指焊接殘餘變形。按變形后的形態分,焊接殘餘變形可歸納成表2-3-2所示的幾種類型。它們與焊件的形態、尺寸、焊縫在焊件上的位置、焊縫坡口的幾何形狀等因素有關。
表2-3-2焊接殘餘變形分類
| 類型 | 示意圖 | 說明 | |
| 板平面內的變形 | 橫向收縮 |
| 垂直焊接方向的收縮 |
| 縱向收縮 |
| 焊接方向的收縮 | |
| 迴轉變形 |
| 在開坡口焊接時,焊接過程中坡口間時而張開時而閉合的變形。在熱源前方完全沒有拘束的情況下,因連接焊接坡口間隙常常張開,焊接熱輸入量越大,張開量越大 | |
|
板平面外的變形 | 橫向彎曲變形(角變形) |
| 在板厚方向由於焊接而使溫度分佈不均勻時,沿板厚方向橫向收縮不同,使板件在焊縫中心線處發生彎曲變形。又叫角變形 |
| 縱向彎曲變形 |
| 焊接方向偏心收縮引起的彎曲變形 | |
| 波浪變形 |
| 在薄板焊接時,由於焊接產生的壓縮殘餘應力,使板件出現因壓曲形成的波浪變形 | |
| 扭曲變形 |
| 細長構件,縱向焊縫的橫向收縮不均勻或備料與組裝質量不良,使構件繞自身軸線扭轉 | |
2.3.2.2 焊接變形收縮余量計算
1)縱向收縮
從理論上精確計算變形量目前比較困難。工程上對於鋼製細長焊件,如梁、柱等結構單層焊的縱向收縮量△L,可利用以下經驗公式估算:
△L=k1AHL?A
式中 △L——單層焊縱向收縮量,mm;
k1——係數見表2-3-3;
AH——塑性變形區面積,mm2;
L ——焊件長度,mm;
A ——焊縫的截面積,mm2。
表2-3-3 k1與焊接方法的關係(材料為低碳鋼)
| 焊接方法 | 二氧化碳焊 | 埋弧焊 | 焊條電弧焊 |
| 係數 | 0.043 | 0.071~0.076 | 0.076 |
多層焊的縱向收縮量,將上式中的塑性變形區面積AH改為一層焊縫金屬的截面積,並將所計算的結果再與係數k2相乘。
k2=1+85 n
n
=σs?E
式中 n——層數。
因雙面角焊縫焊接熱輸入量有一部分重疊,所以,估算T形接頭縱向收縮量時可按單面焊再乘一個係數進行,即△LT=(1.15~1.40)△L單(式中AH是指一條焊縫的截面積)。
2)橫向收縮
對接接頭的橫向收縮大小與焊接線能量、坡口形式、焊縫截面積以及焊接工藝有關。對接接頭的橫向收縮量△B的估算可按下式進行:
△B=0.2A?δ+ 0.05b
式中 △B——對接接頭的橫向變形量,mm;
A——焊縫的截面積,mm2;
δ——板厚,mm;
b——對接間隙,mm。
2.3.2.3從設計方面控制焊接殘餘變形(工藝方面見下章)
1)合理選擇構件截面提高構件的抗變形能力
設計結構時要盡量使構件穩定、截面對稱,薄壁箱形構建的內板布置要合理,特別是兩端的內隔板要盡量向端部布置;構件的懸出部分不易過長;構件放置或吊起時,支承部位應具有足夠的剛度等。較容易變形或不易被矯正的結構形式要避免採用。可採用各種型鋼、彎曲件和衝壓件(如工字梁、槽鋼和角鋼)代替焊接結構,對焊接變形大的結構盡量採用鉚接和螺栓連接。
對一些易變形的細長桿件或結構可採用臨時工藝筋板、衝壓加強筋、增加板厚等形式提高板件的剛度。如從控制變形的角度考慮,鋼橋結構
的箱形薄壁結構的板材不宜太薄,如起重20t、跨度28m的箱形雙梁式起重機,主體箱形梁長度達45m、斷面為寬800mm、高1666mm、內側腹板厚度為8mm,外側腹板6mm,焊成箱形后,無論整體變形還是局部變形都比較大,而且矯正困難。因此,箱形鋼結構的強度不但要考慮板厚、剛度和穩定性,而且製造和安裝過程中的變形也是很重要的。
2)合理選擇焊縫尺寸和布置焊縫的位置
焊縫尺寸過大不但增加了焊接工作量。對焊件輸入的熱量也多,而且也增加了焊接變形。所以,在滿足強度和工藝要求的前提下,儘可能的減少焊縫長度尺寸和焊縫數量,對聯繫焊縫在保證工件不相互竄動的前提下,可採用局部點固焊縫;對無密封要求的焊縫,儘可能採用斷續焊縫。但對易淬火鋼要防止焊縫尺寸過小產生淬硬組織等。
設計焊縫時,盡量設計在構件截面中心軸的附近和對稱於中性軸的位置,使產生的焊接變形儘可能的相互抵消。如工字梁其截面是對稱的,焊縫也對稱與工字梁截面的中性軸。焊接時只要焊接順序選用合理,焊接變形就可以得到有效的控制,特別是撓曲變形可以得到有效的控制。
3)合理選擇焊縫的截面和坡口形式
要做到在保證焊縫承載能力的前提下,設計時應盡量採用焊縫截面尺寸小的焊縫。但要防止因焊縫尺寸過小,熱量輸入少,焊縫冷卻速度快易造成裂紋、氣孔、夾渣等缺陷。因此,應根據板厚、焊接方法、焊接工藝等合理的選擇焊縫尺寸。
此外,要根據鋼結構的形狀、尺寸大小等選擇坡口形式。如平板對接焊縫,一般選用對稱的坡口,對於直徑和板厚都較大的圓形對接筒體,可採用非對稱坡口形式控制變形。在選擇坡口形式時還應考慮坡口加工的難易、焊接材料用量、焊接時工件是否能夠翻轉及焊工的操作方便等問題。如直徑比較小的筒體,由於在內部操作困難,所以縱焊縫或環焊縫可開單面V或U形坡口。具體坡口形狀和尺寸見下節內容。
4)盡量減少不必要的焊縫
焊縫數量與填充金屬量成正比,所以,在保證強度的前提下,鋼結構中應盡量減少焊縫數量,避免不必要的焊縫。為防止薄板產生波浪變形,可適當採用筋板增加鋼結構的剛度,用型鋼和衝壓件代替焊件。
2.3.3焊接接頭構造的設計與選擇 (主要是熔焊接頭)
2.3.3.1焊接接頭的基本類型[12]
焊接結構上的接頭,按被連接構件之間的相對位置及其組成的幾何形狀,可歸納為圖2-3-3所示的五種類型:a為對接接頭;b為角接接頭;c為T形接頭;d為搭接接頭;e為卷邊接頭。
圖2-3-3熔焊接頭的基本類型
2.3.3.2常用焊接接頭的工作特性 [12] [6]
1)對接接頭
將兩焊件的表面構成135°~180°夾角的接頭均稱對接接頭。優點:傳力效率最高,應力集中較低,並易保證焊透和排除工藝缺陷,具有較好的綜合性能,使重要零件和結構連接的首選接頭。缺點:焊前準備工作量大,組裝費工時,而且焊接變形也較大。
對接接頭應力分佈均勻,應力集中產生在焊趾處。如果在焊趾處加工成過渡圓弧半徑或削平焊縫余高h,均能使應力集中減小或消失,提高接頭的疲勞強度。當兩塊被連接板的厚度相差較大時,按GB/T985、GB/T986,須將厚板削薄至薄板厚度相同時再焊接見圖2-3-4。為了
防止因板厚不同引起作用力偏心傳遞,兩塊板的中心線應儘可能重合,見圖2-3-4b。直接承受動力載荷且需要進行疲勞計算的結構,斜角坡度不應大於1:4,其它結構坡度不能大於1:2.5。
圖2-3-4不同板厚鋼板對接接頭設計(L≥3δ-δ1)
2)搭接接頭
搭接接頭時兩平板部分地相互搭置,用角焊縫進行連接的接頭 。優點:焊前準備工作量較小,裝配較容易,對焊工技術水平要求較對接接頭低,且橫向
收縮量也較小,可用於工作環境良好,不重要的結構中。缺點:母材和焊接材料消耗大,接頭動載強度低,搭接面有間隙,若外漏易發生腐蝕,若封閉澤不能在高溫工作。能採用對接接頭的盡量不採用搭接接頭。
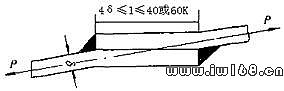
圖2-3-5正面搭接接頭的彎曲變形
搭接接頭受軸向力時,以焊趾和焊根處的應力集中最大,增加根部熔深可降低。只有正面角焊縫的搭接接頭 ,強度低,應在背面加焊一條焊縫。當背面無法焊時,可採用鋸齒狀焊縫。搭接接頭承受拉力時,正向角焊縫與作用力偏心,接頭上產生附加彎曲應力,使應力集中加劇。為了減少彎曲應力,兩條正面角焊縫之間的距離不應小於其板厚的4倍,但也不宜大於40K(動載時)或60K(靜載時),否則應力集中大,K為側面角焊縫的焊腳尺寸。見圖2-3-5。
3) T形接頭和十字接頭
T形接頭是將一件端面與另一件表面構成直角或近似直角的接頭。三件相交組成“十”字形的接頭叫十字接頭。優點:能承受各種方向外力和力矩。缺點:接頭在外力作用下力線扭曲很大,造成極不均勻的應力分佈。
在外力作用下,應力集中點在根部和過渡處。立板開坡口並焊透的接頭,應力集中可大為降低。對重要構件,尤其是在動載下工作的T形和十字接頭應開坡口並焊透。該類型接頭應盡量避免在其板厚方向承受高拉應力,因軋制的鋼板常有夾層缺陷,尤其是厚板更易產生層狀撕裂,所以應將工作焊縫轉化為聯繫焊縫。如兩個方向都受力,則宜採用圓形、方形或特殊形狀的軋鋼、鍛鋼插入件。
4)角接接頭
兩焊件端部夾角在30°~135°範圍內的接頭。角接接頭獨立使用的承載能力很低,一般都用它組成箱體結構、容器結構後期作用。
2.3.3.3設計與選擇焊接接頭須考慮的因素 [12]
焊接接頭有圖2-3-3所示的基本形式。須正確的設計和選擇。合理的接頭設計和選擇不盡能保證結構的局部和整體強度,還可以簡化生產工藝,節省製造成本;反之,則可能影響結構的安全使用,甚至無法施焊。下列為設計和選擇焊接接頭形式時須考慮的幾個因素:
① 產品結構形狀 、尺寸、材質及技術要求;
② 焊接方法及接頭的基本特性;
③ 接頭承受載荷的性質、大小,如拉伸、壓縮、彎曲、交變載荷和衝擊等;
④ 接頭的工作環境,如溫度、腐蝕介質等;
⑤ 焊接變形與控制,以及施焊的難易程度;
⑥ 接頭焊前的準備和焊接所需費用。
2.3.3.4 坡口的設計與選擇 [12] [13][14] [15]
1)設計與選擇坡口的原則
對接、T形接和角接接頭中為了保證焊透常在焊前對待焊邊緣加工出各種形狀的坡口,如何設計和選擇坡口,主要取決被焊件的厚度、焊接方法、焊接位置和焊接工藝程序。(相關內容在下面的坡口焊縫設計中說明)。此外,還應盡量做到:
① 填充材料應最少。例如,同樣厚度平板對接,雙面V形坡口比單面V形坡口節省一半的填充金屬材料;
② 具有號的可達性。例如,有些情況不便或不能兩面施焊時,宜選擇單面V形或U形坡口;
③ 坡口容易加工,且費用低。
④ 要有利於控制焊接變形。雙面對稱坡口角變形小。
2)標準的坡口形狀和尺寸
國家標準GB/T985-88《氣焊、手工電弧焊及氣體保護焊焊縫坡口基本形式與尺寸》和GB/T986-88《埋弧焊焊縫坡口基本形式與尺寸》(見附錄Ⅰ和附錄Ⅱ)。因此,除有特殊要求的焊縫坡口需另行設計外,一般焊接結構的焊縫坡口陡可以直接從國家標準中選用。
2.3.3.5 焊縫設計
㈠.焊縫質量等級 [6]
焊縫應根據結構的重要性、載荷特性、焊縫形式、工作環境以及應力狀態等情況,按下述原則分別選用不同的質量等級:
1.在需要計算疲勞結構
中,凡對接焊縫均應焊透。作用力垂直於焊縫長度方向的橫向對接焊縫或T 形對接與角接組合焊縫,受拉時應為一級,受壓時應為二級;縱向對接焊縫應為二級。
2.在不需要計算疲勞的構件中,凡要求與母材等強的對接焊縫,受拉時不應低於二級。受壓時宜為二級。因一級或二級對接焊縫的抗拉強度正好與母材的相等,而三級焊縫只有母材強度的85%。
3.重級工作制和Q≥50t的中級工作制吊車梁腹板與上翼緣之間以及吊車桁架上弦桿與節點板之間的T形接頭焊縫處於構件的彎曲受壓區,主要承受剪應力和輪壓產生的局部壓應力,沒有受到明確的拉應力作用,按理不會產生疲勞破壞,但由於承擔軌道偏心等帶來的不利影響,國內外均發現連接及附近經常開裂。所以規定,應予焊透,質量等級不低於二級。焊縫形式一般為對接與角接的組合焊縫。
4.不要求焊透T形接頭採用的角焊縫以及不焊透的對接與角接組合焊縫,以及搭接連接採用的角焊縫,由於內部探傷困難,不能要求其質量等級為一級或二級。因此對直接承受動力載荷且需要驗算疲勞的結構和吊車起重量等於或大於50t的中級工作制吊車梁,焊縫只能規定其外觀質量標準應符合二級;其他結構,焊縫的外觀質量標準可為三級。
(二).焊縫設計要點[12][6]
1. 角焊縫
⑴角焊縫斷面形式
實際應用的角焊縫大致有圖2-3-6所示的幾種斷面形式。圖中K為焊腳尺寸,α為計算厚度,強度計算時稱它為計算斷面。
 圖2-3-6常用角焊縫斷面形狀及其計算斷面
圖2-3-6常用角焊縫斷面形狀及其計算斷面
a)標準角焊縫 b)外凸焊縫 c)內凹焊縫 d)不等腰角焊縫 e)深熔焊縫
⑶尺寸要求
① 焊縫的焊腳尺寸K(mm)不得小於1.5 ,t(mm)為較厚焊件厚度(當採用低氫型鹼性焊條施焊時,t可採用較薄焊件的厚度)。但對埋弧自動焊,最小焊腳尺寸可減小1mm;對T形連接的單面焊縫,應增加1mm。當焊件厚度等於或小於4mm時,則最小焊腳尺寸與焊件厚度相同。
,t(mm)為較厚焊件厚度(當採用低氫型鹼性焊條施焊時,t可採用較薄焊件的厚度)。但對埋弧自動焊,最小焊腳尺寸可減小1mm;對T形連接的單面焊縫,應增加1mm。當焊件厚度等於或小於4mm時,則最小焊腳尺寸與焊件厚度相同。
② 角焊縫的焊腳尺寸不宜大於較薄焊件厚度的1.2倍(鋼管結構除外)但板件(厚度為t)邊緣的角焊縫最大焊腳尺寸,尚應符合:當t≤6mm時,K≤t;當t>6mm時,K≤t-(1~2)mm。圓孔或槽孔內的角焊縫焊腳尺寸尚不宜大於圓孔或槽孔短徑的1/3。
③ 當焊件的厚度相差較大且等焊腳尺寸不能符合以上兩條時,可採用不等焊腳尺寸,與較薄焊件接觸的焊腳邊應符合第②款的要求;與較厚焊件接觸的焊腳邊應符合①的要求。不等焊腳角焊縫不宜在靜載下採用,因為增加焊腳長度並不能提高靜載強度,反而增加填充金屬量。
④ 側面角焊縫或正面角焊縫的計算長度不得小於8K和40mm,不宜大於60K,當大於時,其超過部分在計算中不予考慮。若內力沿側面角焊縫全長分佈時,其計算長度不受此限。
⑤ 在直接承受動力載荷的結構中,角焊縫表面應做成直線形或凹形。焊腳尺寸的比例:對正面角焊縫宜為1:1.5(長邊順內力方向);對側面角焊縫可為1:1。
⑥ 在次要構件或次要焊縫連接中,可採用斷續角焊縫。斷續角焊縫焊段的長度不得小於10K或50mm,其靜距不應大於15t(受壓構件)或30t(受拉構件),t為較薄焊件的厚度。
⑦ 當板件的端部僅有兩側面角焊縫連接時,每條側面角焊縫長度不宜小於兩側面角焊縫之間的距離;同時兩側面角焊縫之間的距離不宜大於16t(當t>12mm)或190mm(當t≤12mm),t為較薄焊件的厚度。
⑷ 其他要求
① 桿件與節點板德連接焊縫宜採用兩面側焊,也可用三面圍焊,對角鋼桿件可采
用L形圍焊,所有圍焊的轉角處必須連續施焊。
② 當角焊縫的端部在構件轉角處作長度為2K的繞角焊時,轉角處必須連續施焊。
③ 在搭接連接中,搭接長度不得小於焊件較小厚度的5倍,並不得小於25mm。
④ 角焊縫兩焊腳邊的夾角α一般為90°(直角角焊縫)。夾角α>135°(焊縫表面較難成型,受力狀況不良)或α<60°(焊縫施焊條件差,根部將留有空隙和焊渣)的斜角角焊縫,不宜用作受力焊縫(鋼管結構除外)。
2.坡口焊縫
採用坡口焊縫的主要目的是為了保證接頭能焊透而不出現工藝缺陷。在設計或選擇坡口焊縫時,必須注意施焊可達性,其中主要考慮坡口角度、根部間隙、鈍邊和根部半徑等參數。下列是注意事項:
①焊條電弧焊時,為了保證焊條能夠接近接頭根部,並能在多層焊時側邊熔合良好,當減小坡口角時,根部間隙必須增大。注意,前者減小,可用較少的填充金屬量。而後者增大,卻增加填充金屬量。研究發現,板厚δ<20mm時,用大坡口角度而用小根部間隙,δ>20mm時用小坡口角度大根部間隙的坡口形式才算經濟的。
② 根部間隙過小,根部難以熔透,並須採用較小規定的焊條,從而減慢焊接過程;若根部間隙過大,雖然應用襯墊可保證焊接質量,但需較多的填充金屬,從而提高焊接成本,並增加焊接變形。
③ 熔化氣體保護焊由於焊絲細,且使用特殊導電嘴,可以實現厚板(>200mm)L 形坡口的窄間隙(<10mm)的對接焊。
④開坡口的接頭,不留鈍邊的坡口稱銳坡口,背面無襯墊情況下焊接第一層焊道時極易燒穿,而且需用較多的填充金屬,故一般都留鈍邊。鈍邊的高度以既保證熔透又不至燒穿為度。焊條電弧焊V或U形坡口的鈍邊一般取0~3mm,雙面V或U形坡口取0~2mm。埋弧焊的熔深比焊條電弧焊大,故鈍邊可適當加大以減小填充金屬。留鈍邊的接頭,根部間隙的大小主要決定於焊接工藝與焊接位置。在保證焊透的前提下,間隙儘可能小。平焊時,可允許用較大焊接電流,根部間隙可為零;立焊時根部間隙宜大些,焊厚板時可在3mm以上。在單面焊背面成形操作工藝中,根部間隙一般較大,約與所用焊條的直徑相當。背面有永久性襯墊時,應取消鈍邊,因為這時的鈍邊會減小接頭根部與襯墊之間的熔合。
⑤J形或U形坡口上常做出根部半徑,主要是為了在深坡口內焊條或焊絲能接近焊縫根部,並降低第一層焊道的冷卻速度,以保證根部良好的熔合和成型。焊條電弧焊時,根部半徑一般取R=6~8mm,隨板厚增加和坡口角減小而適當增大。
⑥若條件允許,板厚結構宜設計或選用雙面開坡口的焊縫,雙面V形焊縫不僅比單面V形焊縫少用一半的填充材料,而且可作兩面交替焊接,把焊接角度控制到最小。
⑦背面無襯墊的對接接頭,在鈍邊部位常有未焊透或夾雜等缺陷,一般都要求從背面進行清根。現廣泛採用碳弧氣刨方法清根。清根深度應確保露出無缺陷的焊縫金屬,而且清根后的溝槽輪廓形狀也應便於運條施焊。
3.T形接頭的焊縫
T形(或十字)接頭的焊縫可以是角焊縫、坡口焊縫或者兩者的組合。選擇何種焊縫決定於強度要求和製造成本。在靜載等強條件下,成本便成為考慮的主要因素。
圖2-3-7示出三種與母材等強的焊縫設計。這三種焊縫截面積(填充金屬)的比較,以開雙面V形坡口焊縫最省。但這種接頭需額外的坡口加工,而且焊接時要求用小直徑焊條和較小的電流打底以防根部燒穿。因此,這種坡口焊縫只在較厚板的T形接頭中採用才是經濟的。不開坡口的角焊縫消耗填充金屬最多,其優點是焊件不需特殊加工,同時可以用直徑大的焊條,以大電流施焊。熔敷率高。由於貼角焊縫的填充金屬隨板厚的平方而增加,所以它適用於小厚板的T形接頭。單面V形坡口焊縫在經濟上無
優越性,唯一優點是當另一側施焊有困難時,可以選用。它比單面貼角焊縫要安全可靠的多,T形接頭不推薦用這種單面貼角焊縫。
圖2-3-7T形接頭角焊縫與坡口焊縫比較
δ—板厚 K—焊腳尺寸 Aω—焊縫總截面際
必須指出,只承受壓載荷的T形(或十字)接頭,如端面接觸良好(磨平頂緊),大部分載荷由端面直接傳遞,焊縫所承受載荷減小,故焊縫可以不焊透,角焊縫尺寸也可減小。
4.部分熔透接頭的焊縫
重型機器的焊接結構,往往是為了保證具有足夠的剛度而增加鋼板的厚度,其實際工作應力卻很小。在這種情況下構件之間連接的焊縫一般並不須要全部熔透,而是在滿足強度要求的前提下,正確地設計焊縫的形狀和尺寸。
①對於對接接頭,按強度要求確定出焊縫的有效厚度α后,採用兩面對稱焊的對接接頭。
②對於T形接頭,如果是聯繫焊縫,則取最小的焊角尺寸K,參考表2-3-4選用。如果是工作焊縫,在厚鋼板情況下,建議採用兩面開小坡口的部分熔透的角焊縫,其尺寸通過強度計算確定。
T形接頭部分熔透的焊縫實際上是坡口焊縫與角焊縫組合的焊縫。在同樣承載能力下,它比兩面不開坡口的角焊縫節省大量填充金屬。當背面施焊有困難時,可採用單面開小坡口的角焊縫背面只焊一道角焊縫並按最小焊角尺寸確定,見表2-3-4。
表2-3-4 角焊縫的最小焊腳尺寸
| 接頭中較厚板的厚度δ/mm | δ≤6.5 | 6.5<δ≤13 | 13<δ≤19 | 19<δ≤38 | 38<δ≤57 | 57<δ≤152 | δ>152 |
| 最小焊腳尺寸K/mm | 3.5 | 5 | 6.5 | 8 | 10 | 13 | 16 |
註:最小焊腳尺寸K不得超過較薄鋼板的厚度。
2.3.3.6焊接接頭的靜強度計算
㈠ 工作焊縫與聯繫焊縫[12]
在焊接結構中的焊縫,按其所起的作用可分為工作焊縫和聯繫焊縫兩種,見圖2-3-8所示。
工作焊縫又稱承載焊縫,它與被連接材料是串聯的,承擔著全部載荷的作用,焊縫上的應力為工作應力,一旦焊縫斷裂,結構立即失效;聯繫焊縫又稱非承載焊縫,它與被連接材料是並聯的,傳遞很小的載荷,主要起構件之間相互聯繫的作用。焊縫上的應力為聯繫應力,焊縫一旦斷裂,結構不會立即失效。
設計焊接結構時,對工作焊縫必須進行強度計算,對聯繫焊縫不必計算。對於既有工作應力又有聯繫應力的焊縫,則只計算工作應力而忽略聯繫應力。
圖2-3-8 工作焊縫與聯繫焊縫
a)對接工作焊縫 b)對接聯繫焊縫
c)角工作焊縫 d) 角聯繫焊縫
㈢ 焊接接頭的許用應力設計法[12]
(1)強度條件
許用應力設計法又稱傳統設計法或安全係數設計法。它是以滿足工作能力為基本要求的一種設計方法,對於一般用途的構件,設計時應滿足的強度條件為
工作應力≤許用應力
或者 安全係數-  ≥許用安全係數
≥許用安全係數
這裡的失效應力,如果為屈服準則,則為材料的屈服點,如按斷裂準則,則為強度極限:在疲勞強度設計中為疲勞極限。
許用應力和許用安全係數一般由國家工程主管部門根據安全和經濟原則,按材料的強度、載荷、環境條件、加工質量計算精確度和構件的重要性等加以確定。我國鍋爐和壓力容器、起重機、橋樑、鐵路車輛等行業都在各自設計規範中確定了各種材料的許用應力和許用安全係數。
工作應力一般是採用工程力學的理論和方法進行分析計算:對重要構件可採用有限元法等進行分析與計算,以獲得更為精確的結果。
(2) 簡易的焊接接頭強度計演算法
1)焊接接頭靜載強度計算的假定
在靜載條件下,當焊縫金屬和母材均具有較好塑性時,可作如下假定:
① 焊接殘餘應力對接頭強度沒有影響;
② 由於幾何不連續而引起局部應力
集中,對接頭強度沒有影響:認為焊縫上的工作應力是均勻分佈,以平均應力進行計算。
③ 忽略焊縫的余高和少量熔深,以焊縫中最小的載面為計算截面(又稱危險斷面)。
④ 認為角焊縫都是在切應力作用下破壞,一律按切應力計算其強度。
⑤ 正面角焊縫和側面角焊縫在強度上無差別。
2)坡口焊縫靜載強度計算公式
基於上述假定對熔透的坡口焊縫的靜載強度得到了簡化,表2-3-5給出了計算公式。表中熔透對接接頭焊縫的靜載強度計算公式與母材的靜載強度計算公式完全相同,焊縫的計算厚度取被連接的兩板中較薄的厚度。焊縫長度一般取焊縫的實際長度;熔透的T形接頭和十字接頭按對接焊縫進行強度計算,焊縫的計算厚度取立板的厚度。
一般情況下,按等強度原則選擇焊縫填充金屬的優質碳素結構鋼和低合金結構鋼全熔透的坡口焊縫,可以不進行強度計算。
3)角焊縫的靜載強度計算公式
經上述簡化后得到的由角焊縫組成的接頭的靜載強度計算公式,見表2-3-6。表中角焊縫的計算長度一般取每條焊縫實際長度減去10mm,計算厚度取內接三角形的最小高度。在設計計算角焊縫時,一般應遵循下列原則和規範:
① 側面角焊縫或正面角焊縫的計算長度不得小於8K(K為焊腳尺寸),並不小於40mm。
② 角焊縫的最小焊腳尺寸補應小於4mm,當焊件厚度小於4mm時,可與焊件厚度相等。
③ 因構造上需要的非承載角焊縫,其最小焊腳尺寸可根據焊件厚度和焊接工藝要求確定,可參照表2-3-4。
④ 在承受靜載的次要焊件中,如果計算出的角焊縫的焊腳尺寸小於規定的最小值,可採用斷續焊縫。斷續焊縫的焊腳尺寸可根據折算方法確定。斷續焊縫之間的距離在受壓構件中部應大於15δ,受拉構件中一般不應大於30δ,δ為被焊構件中較薄件的厚度。在腐蝕介質下工作的構件不應採用斷續焊縫。
表2-3-5坡口焊縫靜載強度計算公式
| 名稱 | 簡圖 | 計算公式 | 備註 |
| 對接焊縫 |
| 受拉:σ= |
δ |
| 受壓:σ= | |||
| 受剪:τ= | |||
| 平面內彎矩 | |||
| 平面外彎矩 | |||
| 開坡口熔透T形接頭或十字接頭 |
| 受拉:σ= | |
| 受壓:σ= | |||
| 受剪:τ= | |||
| 平面內彎矩 | |||
| 平面外彎矩 |
4)部分熔透接頭的靜載強度計算公式
部分熔透T形接頭或十字接頭的焊縫靜載強度計算公式同角焊縫的計算公式,見表2-3-6。但焊縫的計算厚度a應按圖2-3-10來確定,圖a:P>K(或𝜃P>𝜃K),a=P/sin𝜃P,當𝜃K =45°時,a= 圖b:P<K(或𝜃P<𝜃K),a=(P+K)sin𝜃P,當𝜃K =45°時,a=
圖b:P<K(或𝜃P<𝜃K),a=(P+K)sin𝜃P,當𝜃K =45°時,a= 。當計算工作應力有困難時,可參考一些經驗數據。如圖2-3-9a的接頭,取H≈0.3δ,K=1/3h;圖2-3-9b的接頭,取H≈0.4δ,K=1/3h,k2按最小焊腳尺寸(表2-3-4)確定。部分熔透的對接接頭,其焊縫強度也按角焊縫計算,所用公式見表2-3-7。
。當計算工作應力有困難時,可參考一些經驗數據。如圖2-3-9a的接頭,取H≈0.3δ,K=1/3h;圖2-3-9b的接頭,取H≈0.4δ,K=1/3h,k2按最小焊腳尺寸(表2-3-4)確定。部分熔透的對接接頭,其焊縫強度也按角焊縫計算,所用公式見表2-3-7。
a b
圖2-3-9 厚鋼板部分熔透的T形接頭設計
5)承受複雜載荷的焊接接頭的靜載強度計算
當焊接接頭承受複雜載荷時,應分別求出各載荷所引起的應力,根據各應力的方向、性質和位置,確定合成應力最大的點,即危險點,並算出該點的合成應力。當危險點難以確定時,應選幾個大應力點計算其合成應力,以最大值的點位危險點。最大正應力和最大切應力布在同一點時,偏於安全的做法是以最大正應力和平均切應力計算其合成應力。
圖2-3-10 部分熔透角焊縫的計算厚度a的確定
(3)按剛度設計選擇角焊縫尺寸
按剛度設計的焊接結構,如焊接機器底座、立柱和橫樑等大件,一般工作應力較低。若按工作應力來設計角焊縫尺寸,其值都很小;若按等強度原則來選擇焊縫,則尺寸將很大,不僅增加製造成本而且也增大了焊接殘餘應力與變形。因此,這類角焊縫按照剛度條件來確定焊腳尺寸。這裡推薦經驗法:以被焊件中較薄件的強度的33%、50%和100%作為焊縫強度來確定焊腳尺寸。以T形接頭的雙面角焊縫為例。其焊腳尺寸K與立板厚度δ的關係為:
100%強度焊縫 K= ;
;
50%強度焊縫 K=  ;
;
30%強度焊縫 K=  。
。
100%強度的角焊縫就是等強度焊縫,它主要用於集中載荷的部位,如導軌的焊接;50%強度的角焊縫用於焊接箱體中,若為單面角焊縫,則焊腳尺寸要加倍,即K= 3/4δ;30%強度的角焊縫主要用於並不承載的角焊縫,當它小於最小焊腳尺寸(表2-3-4)時,則取最小焊腳尺寸。
(4)焊縫的許用應力
前面介紹的設計用的許用應力通常由國家工程主管部門根據安全和經濟原則,根據材料性質、載荷、環境、加工質量、計算和檢測精確度和構件的重要性等綜合后確定。
表2-3-8列出一般機械焊接結構中焊縫的許用應力。我國起重機行業採用的焊接許用應力見表2-3-9。
表2-3-6角焊縫接頭靜載強度計算公式
| 名稱 | 簡 圖 | 計算公式 | 備 注 |
| 搭接接頭 |
| 受拉或受壓:τ- | [τ′]—焊縫的許用切應力 |
|
| 第一法:分段計演算法τ= 第二法:軸慣性矩計演算法τ= 第三法:極慣性矩計演算法τ= | Ip=Ix+Iy Ix、Iy ---焊縫計算面積對x軸、y軸的慣性矩 Ip—焊縫計算面積的極慣性矩 ymax—焊縫計算截面積x軸的最大距離 rmax—焊縫計算截面積 O點的最大距離 | |
| T形接頭和十字接頭 |
| 拉:τ= | 在承受壓應力時,考慮到板的端面可以傳遞部分壓力,許用應力從[τ′]提高到[σα′] |
| 壓:τ= | |||
| 平面內彎矩M1:τ= | |||
| 平面外彎矩M2:τ= | |||
|
| 彎:τ= 扭:τ= | ||
|
| 彎= :τ |
表2-3-7部分熔透對接接頭焊縫靜載強度計算公式
| 名 稱 | 簡圖 | 計算公式 | 備 注 |
| 部分熔透對接接頭 |
| 拉:τ= | V形坡口: α≥60°時,a=S α<60°時,a=0.75S U形、J形坡口: α=S Ix=al(δ-a)2 l—焊縫長度 |
| 剪:τ= | |||
| 彎:τ= |
表2-3-8機械焊接結構中焊縫的許用應力
| 焊縫種類 | 應力狀態 | 焊縫許用應力 | |
| 一般E43××型及E50××型焊條電弧焊 | 低氫焊條電弧焊、埋弧焊、半埋自動弧焊 | ||
| 對接縫 | 拉應力 | 0.9[σ] | [σ] |
| 壓應力 | [σ] | [σ] | |
| 切應力 | 0.6[σ] | 0.65[σ] | |
| 角焊縫 | 切應力 | 0.6[σ] | 0.65[σ] |
註:1、表中[σ]為基本金屬的拉伸許用應力。 2、上表適用於低碳鋼及500MPa級以下的低合金結構鋼。
表2-3-9起重機結構焊縫許用應力[16]
| 焊縫種類 | 應力種類 | 符號 | 用普通方法檢查的焊條電弧焊 | 埋弧焊或用精確方法檢查的焊條電弧焊 |
| 對接 | 拉伸、壓縮應力 | [σ′] | 0.8[σ] | [σ] |
| 對接及角焊縫 | 剪切應力 | [τ′] |
|
|
註:[σ]為基本金屬的許用拉應力。[σ′]為焊縫金屬的許用拉應力。[τ′]為焊縫的許用切應力













 =l1+l2+l3
=l1+l2+l3

 ymax
ymax rmax
rmax