公式
切削速度 (vc)(m/min)
主軸轉速 (n)(rpm)

每轉進給量 (fn)(mm/r)
穿透率 (vf)(mm/min)

金屬去除率 (Q)(cm³/min)
加工時間 (Tc)(min)
凈功率要求 (Pc)(kW)
扭矩 (Mc)(Nm)
特定切削力 force (kc)(Nm/mm²)
進給力 (Ff)(N)
用於整體式鑽頭:(CoroDrill Delta-C,型號840)
fz = fn/2
kr = 70°
γ0 = 30°
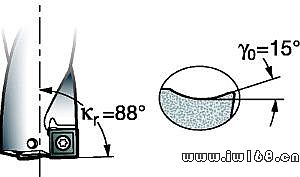
用於可轉位刀片鑽頭:(CoroDrill 880)
fz = fn
kr = 88°
γ0 = 15°

鑽削定義
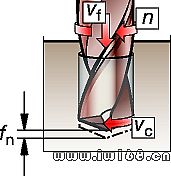


鑽削生產率與穿透率vf密切相關。
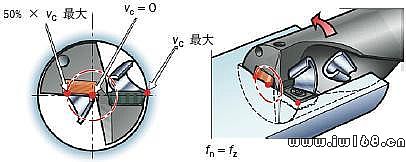
可轉位刀片鑽頭 – 一個中心刀片和一個周邊刀片中心刀片從切削速度零工作至50%的vc最大值,周邊刀片從50%的vc最大值直至vc最大值。中心刀片形成錐形切屑,而周邊刀片形成類似於使用大切削深度在內圓車削中形成的切屑。
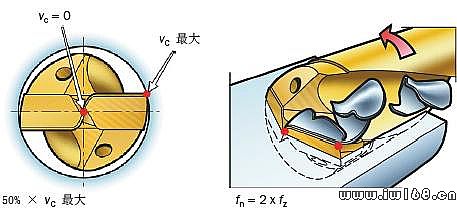
整體式和焊接硬質合金鑽頭從中心到周邊的兩個切削刃。
背錐
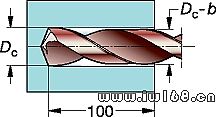
整體式或焊接硬質合金鑽頭在其外徑稍加研磨成一定錐度,以提供間隙防止鑽頭卡滯在
孔中。
孔深
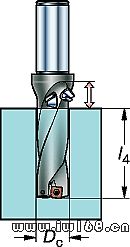
l4 最大推薦孔深度
計算刀具壽命刀具壽命(TL)可以用米表示的距離、孔數或分鐘數來測量。
理論示例:
Dc 20 mm vc = 200m/min n = 3184 rpm
fn = 0.20 mm/r,孔深50 mm
TL(m):15 m
TL(孔數):15 x 1000/50 = 300個孔
TL(min):15 x 1000/vf = 15 x 1000/(fn x
n)= 15 x 1000 /(0.20 x 3184)= 23 min
鑽削中最常用的刀具壽命準則為後刀面磨損量。刀具壽命取決於: