§2-4 定量計數機構
·集積式計數機構
·轉盤式計數機構
·履帶式計數機構
·光電計數機構
* 有些藥物如片劑、膠囊、栓劑、軟膏劑等製劑的分裝, 產品具有規則的形狀和質量→通常不用容積計量和稱重計量,
而是採用計數定量進行分裝。 * 定量計數機構常用的有:集積式、轉盤式、屜帶式、電子式等。
一、集積式計數機構
*集積式計數是將可規則排列的產品,按一定長度、高度或體積取其一定數量。 *最常用的是長度計數機構(圖2-20)。
圖2-20 長度計數機構 1-產品;2-輸送帶;3-橫向推板;4-觸點開關;5-擋板
·當產品1輸送到規定的長度時,即壓下觸點開關4,併發出指令信號,驅使橫向推板3動作,將一定數量的產品推至包裝工位,完成計數與包裝。
·這種計數機構應用於針劑裝盒、軟膏劑包裝、方塊沖劑包裝等。
圖2-20+ 泛用型集積式包裝機
二、轉盤式計數機構
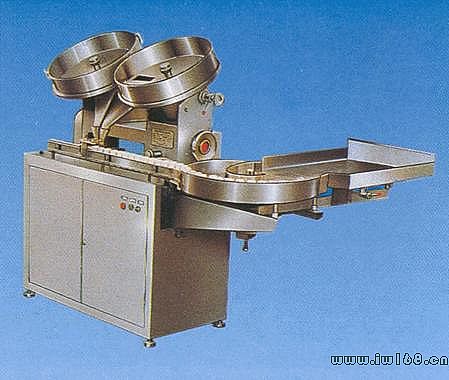
圖2-21- 轉盤式計數機(演示)
*轉盤式計數機構是以轉盤模扳上的定數空穴實現計數工作,所以又稱為模板式計數機構。
1、轉盤式數片機構結構
圖2-21 轉盤式計數機構 1一料斗;2一壓環;3—銅環;4—數片模板;5一蓋形螺母; 6一壓塊;7一括片板;8—托板;9—調節螺釘;10—蝸桿;11一蝸輪
·組成:動力及傳動、數片、傾角調節(圖中未示)、振蕩機械等; ·整個機構傾斜置故,一般與水平面成30°; ·料斗圈內的轉盤在等分區域內開有幾組(3~4組)定數(如50、100等)小孔,每組的孔數以每瓶裝量而定,孔的形狀與產品一致,尺寸比產品略大(1~2mm),其厚度只能容納一個產品。 ·轉盤下面裝有一個固定不動的托盤,在出料口處開有扇形口。
2、工作原理:
料斗中的藥品充填旋轉盤上的定數空穴,然後被帶至出料口,通過落料通道分裝到容器中。
3、工作過程(演示):
產品集中在料斗盤的最低位,當由傳動裝置驅動的轉盤的孔區進入料斗圈的產品群時,產品靠自重及微小振蕩進入孔中,並被轉盤下面的托盤托住,孔中的產品隨轉盤向料斗圈上方轉移,並在括片板(或蓋板)的作用下,使定數產品從產品群體中分離出來而帶至出料口,隨後即從托盤扇形口經漏斗進入分裝容器中。
4、主要組成部分介紹 (1)數片計量結構
圖2-22 數片計量結構示意圖 1-料斗;2-蓋板;3-數片模板;4-托板;5-轉軸;6-漏斗
·主要組成:料斗1、蓋板2(有的不採用,而只有刮片板)、計數模板3、托板4等; ·蓋板2固定在料斗1中,其上開有一大缺口,位於傾斜料斗的最低位,並與托板4的窗口錯位,其作用颳去存在於計量模孔外的多餘藥品以保證計量準確; ·轉盤即計數模板3處在料斗托板4與蓋板2之間,由傳動裝置驅動轉軸5帶動迴轉,與料斗1,蓋板2和托板4之間有轉動間隙。
產品更換
故障調整
(2)傾角調節機構
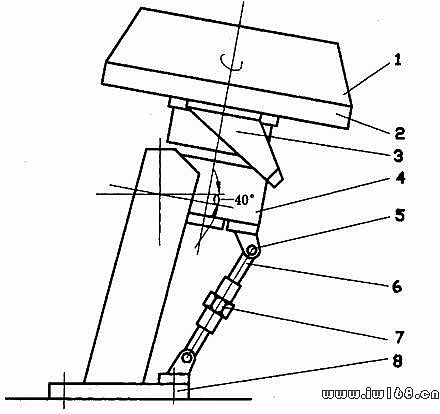
圖2-23 傾角調節機構示意圖 1-料斗;2-箱體;3-漏斗;4-調節座;5、7-活節螺柱;6-調節螺套;8-支架
·採用調節螺套6和活節螺柱5、7來調節轉盤的傾角,可調範圍0~40°; ·作用:讓藥品在料斗圈中處於最低位,使藥品能集中並容易進入模孔;另外,使出片斗有一定的角度,藥品能順利落人容器; ·調節:轉動螺套6使旋向相反的螺柱5、7伸長或縮短,從而改變料斗1的傾角。
(3)振蕩機構 ·保證藥品順利進人模孔而不產生缺片,並使多餘藥品“脫離”模孔不至於互相粘著; ·多數用於分裝素片,其振蕩依藥品的運動阻力而決定,運動阻力大的,振幅可調大些; ·振蕩機構常採用機械形式,使轉盤產生不等速旋轉運動。常見的型式有:
Ⅰ、馬氏間歇機構(圖2-24)
圖2-24 馬氏間歇機構 1-電機;2-帶傳動;3-蝸輪;4-轉盤;5-槽輪機構
◇電機1通過皮帶輪2將動力傳到馬氏間歇機構5,使蝸桿蝸輪副產生不等速旋轉運動,從而使數片轉盤4實現不等速迴轉。
◇轉盤4一般以每分鐘6~7轉為宜。
◇採用此機構對馬氏槽輪的製造精度要求較高,不然會產生片間撞擊現象,故其轉速不宜過高,一般控制在20h/min以下。
Ⅱ、差動機構
圖2-25 差動間歇機構 1-料斗;2-壓簧;3-調節螺母;4、6-法蘭;5-鋼球;7-蝸桿;8-電機;9-帶傳動
◇採用鋼球和孔穴副之間的差動來達到數片機構轉盤不等速旋轉。 ◇電機8通過皮帶9將動力傳人蝸桿7,在蝸桿軸的一端裝有一對帶有不同深度的鋼球孔穴法蘭,其中4是固定不轉的,而6是固定在蝸桿袖上與軸一起轉動的,在4和6法蘭結合端面上裝有兩個或多個φ8~φ10的鋼球,這樣當法蘭6轉動時,它與固定法蘭4之間產生差動,使蝸桿7既作勻速旋作又作微量的軸向移動。
◇壓簧2是壓緊法蘭4和6的,調節螺母3是調節壓簧2的壓緊力的。
◇數片轉盤的振動頻率為轉盤每轉一轉振動200~300次。
◇採用這種結構對製造精度要求不高,但工作時有雜訊,法蘭4和6的結合面及鋼球易磨損。
Ⅲ、鏈與多邊壓輪機構

圖2-26鏈與多邊壓輪機構 1—皮帶;2—電機;3—錐齒輪;4—轉盤;5—調節螺桿;6—壓緊輪;7—鏈輪;8—齒輪
◇採用鏈傳動和多邊壓輪相結合的形式來達到數片轉盤4作不等速轉動的;
◇動力由電機2,經皮帶1和齒輪8傳人主動鏈輪7,在鏈條緊邊一側裝有多邊形壓緊輪6,當主動鏈輪7作勻速運動時,由於多邊壓緊輪的作用,在鏈條上產生時松時緊的現象,因而在從動鏈輪上就產生了不等速轉動,從而使轉盤作不等速轉動。
◇多邊壓輪由調節螺桿5來調節。
◇採用這種結構,在錐齒輪傳動間會產生撞擊,但雜訊不大。
Ⅳ、彈性阻尼結構
圖2-27彈性阻尼機構 1—彈簧;2—阻尼塊;3—;4—轉盤;5—蝸桿;6—皮帶;7—電機;7—電機;8—法蘭
◇採用直接在轉盤邊緣進行彈性阻尼來使轉盤得到不等速旋轉運動。
◇在數片轉盤的圓周上裝有帶圓弧形缺口的法蘭,用V字形的尼龍阻尼塊通過壓簧1來阻尼,使蝸桿蝸輪間的間歇產生時松時緊的現象,從而達到數片轉盤既轉動又產生微量振動的目的。
上述四種結構,除(4)彈性阻尼結構外,其餘三種在生產中是經常用的。
三、履帶式計數機構
圖2-28 履帶式計數機構

1、機構組成:
料斗、振蕩機構、計數板、撞擊機構、上下毛刷、下片斗、傳動裝置等。 ·料斗1可以翻轉; ·計數板上的片模條和光板可以是一組,也可是幾組; ·電磁振蕩機構2(裝在入片區的機架上)的作用是幫助藥品進入計數模孔,其振蕩強度以保證藥品自由滾動為宜; ·上部毛刷3用於刷去計數模孔上多餘的藥品; ·撞擊機構8(裝在機架內)的作用是撞擊帶撞塊的計數板4,幫助藥品落入下片斗; ·吸粉前罩9的作用是吸掉藥品中的粉末; ·下部毛刷15用於刷去計數板上的殘留粉末。
2、工作原理:
由片模條和光板組成的計數板(履帶)在傳動鏈作用下通過料斗下的片堆,在電磁振蕩機構作用下,藥品落入片模條的模孔后並隨之上移,然後經毛刷、撞擊機構、吸粉裝置等,最終藥品落入下片斗進入分裝容器。
3、應用: ·光滑條板在下片鬥上方運行的時間即是輸送帶將容器送到下片斗下方並進行定位的時間; ·產品規格更換時,須調換片模條和光板; ·履帶式計數機構可進行多瓶同時計數分裝;
·適應性廣:平片、糖衣片、軟硬膠囊均適用; ·需多規格模條、更換不太方便。
圖2-28+ 履帶式計數機構
四、光電計數機構
1、機構組成:
加料裝置、轉盤、光電計數檢測裝置、控制裝置等;
2、原理:
利用旋轉平盤對葯粒進行排列並使之進入計數通道,在光電檢測及控制裝置的作用下進行定量計數和分裝。
3、工作過程(演示):
葯粒由料桶經下料溜板進入旋轉平盤3,在離心力作用下拋向周邊,並依次進入葯粒溜道6。在溜道上設有光電感測器7,通過光電檢測系統將信號放大並轉換成脈衝電信號,輸入到具有“預先設定”和“比較”功能的控制裝置。當脈衝信號數等於設置值時,控制器使電磁鐵11動作,將通道上的翻板10翻轉,葯粒通過並進入分裝容器。
4、應用: ◆這種計數機構也可以製成雙斗裝瓶機構,葯粒通道上的翻板對著分岔的兩個出料口,輪流打開和關閉。這樣可以利用一個計數器向傳送帶上的兩排間隔輸送來的藥瓶分裝葯粒。 ◆當生產率要求較高,分裝容器在分裝工位停留時間短時,計數機構中設計上下兩塊翻板,上塊用於計數,下塊用於分裝。其工作過程如下:當前一容器離開分裝工位時,下塊翻板關閉,上塊打開,先行計數。在計數時,下一容器到達分裝工位,下塊翻板即打開,進行一邊計數一邊分裝,一旦計數達到預置值,則上塊關閉。而當分裝完畢,容器離開分裝工位時,下塊翻板再次關閉,上塊翻板再次打開,進行下一次計數分裝過程。此時,分裝是在計數末達到預置值時就進行的,這樣節省了等待計數完備再進行分裝的時間,使容器在分裝工位的停留時間縮短。 ◆為了提高計數分裝通道“開”、“關”的速度,翻板常採用旋轉電磁鐵,如日本產4E—AWGN0.29型。 ◆另外,為了提高生產率,在同一台機器上可設置兩套計數分裝機構,即在旋轉平盤的周邊圍牆開有兩個缺口,葯粒可通過兩個“缺口——溜道”進行雙瓶分裝;還有多通道計數分裝。
◆桌上型自動數粒機(演示)
圖2-30 SC204型桌上型自動數粒機
圖2-30+ 桌上型自動數粒機
·該機採用振動式送料,無級調速; ·迴轉數粒速度也可視人工放瓶的速度作無級調整; ·機器內部附有吸塵裝置,可避免粉塵對機器的影響; ·光電計數具有自動保護裝置,避免電壓不穩或外界強光之干擾,確保數粒準確。
★·光電計數裝置的計數範圍遠大於模板式計數裝置:
根據瓶裝要求任意預設,不需更換部件,即可完成裝量調整。 ·機、光、電一體化應用日趨完善
→光電計數機構應用越來越多,也是計量機構的重要發展方向。 ·光電計數裝置應用範圍廣:
根據光電系統的精度要求,只要葯粒尺寸足夠大(比如>8mm)
→反射的光通量足以起動信號轉換就可以工作。
* 抄板法計數
小批量的藥物試生產中,也有採用抄板法進行計量的:即一塊木板或有機玻璃板,形如乒乓球拍,在板面上加工有如藥片或丸粒形狀的凹槽,當用手持抄板往葯堆中插入和傾斜拉出時,板面上的凹槽將落滿葯粒,多餘的葯粒則於傾斜時自動滾落回容器內。然後人工將秒板的葯粒倒入漏斗和裝瓶。