隨著社會生產不斷進步和人們生活節奏不斷加快,人們對生產效率也不斷提出新要求。由於微電子技術和計算軟、硬體技術的迅猛發展和現代控制理論的不斷完善,使機械手技術快速發展,其中氣動機械手系統由於其介質來源簡便以及不污染環境、組件價格低廉、維修方便和系統安全可靠等特點,已滲透到工業領域的各個部門,在工業發展中佔有重要地位。本文講述的氣動機械手有氣控機械手、XY軸絲杠組、轉盤機構、旋轉基座等機械部分組成。主要作用是完成機械部件的搬運工作,能放置在各種不同的生產線或物流流水線中,使零件搬運、貨物運輸更快捷、便利。
一 四軸聯動簡易機械手的結構及動作過程
機械手結構如下圖1所示,有氣控機械手(1)、XY軸絲杠組(2)、轉盤機構(3)、旋轉基座(4)等組成。
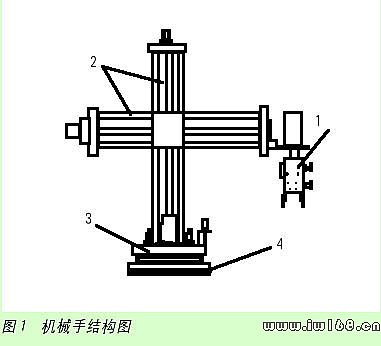
其運動控制方式為:(1)由伺服電機驅動可旋轉角度為360°的氣控機械手(有光電感測器確定起始0點);(2)由步進電機驅動絲杠組件使機械手沿X、Y軸移動(有x、y軸限位開關);(3)可迴旋360°的轉盤機構能帶動機械手及絲杠組自由旋轉(其電氣拖動部分由直流電動機、光電編碼器、接近開關等組成);(4)旋轉基座主要支撐以上3部分;(5)氣控機械手的張合由氣壓控制(充氣時機械手抓緊,放氣時機械手鬆開)。
其工作過程為:當貨物到達時,機械手系統開始動作;步進電機控制開始向下運動,同時另一路步進電機控制橫軸開始向前運動;伺服電機驅動機械手旋轉到達正好抓取貨物的方位處,然後充氣,機械手夾住貨物。
步進電機驅動縱軸上升,另一個步進電機驅動橫軸開始向前走;轉盤直流電機轉動使機械手整體運動,轉到貨物接收處;步進電機再次驅動縱軸下降,到達指定位置后,氣閥放氣,機械手鬆開貨物;系統回位準備下一次動作。
二 控制器件選型
為達到精確控制的目的,根據市場情況,對各種關鍵器件選型如下:
1. 步進電機及其驅動器
機械手縱軸(Y軸)和橫軸(X軸)選用的是北京四通電機技術有限公司的42BYG250C型兩相混合式步進電機,步距角為0.9°/1.8°,電流1.5A。M1是橫軸電機,帶動機械手機構伸、縮;M2是縱軸電機,帶動機械手機構上升、下降。所選用的步進電機驅動器是SH-20403型,該驅動器採用10~40V直流供電,H橋雙極恆相電流驅動,最大3A的8種輸出電流可選,最大64細分的7種細分模式可選,輸入信號光電隔離,標準單脈衝介面,有離線保持功能,半密閉式機殼可適應更惡劣的工況環境,提供節能的自動半電流方式。驅動器內部的開關電源設計,保證了驅動器可適應較寬的電壓範圍,用戶可根據各自情況在10~40VDC之間選擇。一般來說較高的額定電源電壓有利於提高電機的高速力矩,但卻會加大驅動器的損耗和溫升。本驅動器最大輸出電流值為3A/相(峰值),通過驅動器面板上六位撥碼開關的第5、6、7三位可組合出8種狀態,對應8種輸出電流,從0.9A到3A以配合不同的電機使用。本驅動器可提供整步、改善半步、4細分、8細分、16細分、32細分和64細分7種運行模式,利用驅動器面板上六位撥碼開關的第1、2、3三位可組合出不同的狀態。
2. 伺服電機及其驅動器
機械手的旋轉動作採用松下伺服電機A系列小慣量MSMA5AZA1G,其額定輸出50W、100/200V共用,旋轉編碼器規格為增量式(脈衝數2500p/r、解析度10000p/r、引出線11線);有油封,無制動器,軸採用鍵槽連接。該電機採用松下公司獨特演算法,使速度頻率響應提高2倍,達到500Hz ;定位超調整定時間縮短為以往松下伺服電機產品V系列的1/4。具有共振抑制功能、控制功能、全閉環控制功能,可彌補機械的剛性不足,從而實現高速定位,也可通過外接高精度的光柵尺,構成全閉環控制,進一步提高系統精度。具有常規自動增益調整和實時自動增益調整兩種自動增益調整方式,還配有RS-485、RS-232C 通信口,使上位控制器可同時控制多達16個軸。伺服電機驅動器為A系列MSDA5A3A1A,適用於小慣量電動機。
3. 直流電機
可迴旋360°的轉盤機構有直流無刷電機帶動,系統選用的是北京和時利公司生產的57BL1010H1無刷直流電機,其調速範圍寬、低速力矩大、運行平穩、低噪音、效率高。無刷直流電機驅動器使用北京和時利公司生產的BL-0408驅動器,其採用24~48V直流供電,有起停及轉向控制、過流、過壓及堵轉保護,且有故障報警輸出、外部模擬量調速、制動快速停機等特點。
4. 旋轉編碼器
在可迴旋360°的轉盤機構上,安裝有OMRON公司生產的E6A2增量型旋轉編碼器,編碼器將信號傳給PLC,實現轉盤機構的精確定位。
5. PLC的選型
根據系統的設計要求,選用OMRON公司生產的CPM2A小型機。CPM2A在一個小巧的單元內綜合有各種性能,包括同步脈衝控制、中斷輸入、脈衝輸出、模擬量設定和時鐘功能等。CPM2A的CPU單元又是一個獨立單元,能處理廣泛的機械控制應用問題,所以它是在設備內用作內裝控制單元的理想產品。完整的通信功能保證了與個人計算機、其它OMRON PC和OMRON可編程終端的通信。這些通信能力使四軸聯動簡易機械手能方便的融合到工業控制系統中。
三 軟體編程
1. 軟體流程圖
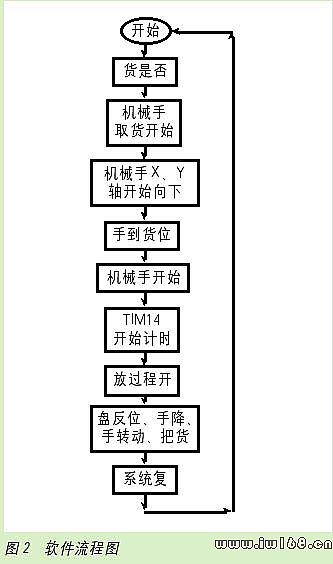
流程圖是PLC程序設計的基礎。只有設計出流程圖,才可能順利而便捷地編寫出梯形圖並寫出語句表,最終完成程序的設計。所以寫出流程圖非常關鍵也是程序設計首先要做的任務。依據四軸聯動簡易機械手的控制要求,繪製流程圖如圖2所示。
2. 程序部分
由於論文篇幅有限,這裡只列出了開始兩段程序,供讀者參閱,見圖3。

四 結束語
四軸聯動簡易機械手的各個動作和狀態都由PLC控制,不僅能滿足機械手的手動、半自動、自動等操作方式所需的大量按扭、開關、位置檢測點的要求,更可通過介面元器件與計算機組成PLC工業區域網,實現網路通信與網路控制。使四軸聯動簡易機械手能方便地嵌入到工業生產流水線中.