- 單邊鈍邊間隙 - 單邊鈍邊間隙 |  - V 形坡口斜切口 - V 形坡口斜切口 |
 - 斜坡口斜切口 - 斜坡口斜切口 |  - 有鈍邊間隙的 V 形坡口斜切口 - 有鈍邊間隙的 V 形坡口斜切口 |
 - 雙面鈍邊間隙 - 雙面鈍邊間隙 |  - 有鈍邊間隙的斜坡口斜切口 - 有鈍邊間隙的斜坡口斜切口 |
 - 角焊 - 角焊 |  - 斜角坡口或對接接頭 - 斜角坡口或對接接頭 |  - 喇叭形坡口或對接接頭 - 喇叭形坡口或對接接頭 |
 - I 形坡口或對接接頭 - I 形坡口或對接接頭 |  - U 形坡口或對接接頭 - U 形坡口或對接接頭 |  - 半喇叭形坡口或對接接頭 - 半喇叭形坡口或對接接頭 |
 - V 形坡口或對接接頭 - V 形坡口或對接接頭 |  - J 形坡口或對接接頭 - J 形坡口或對接接頭 |  - 塞焊 - 塞焊 |
 - 點焊 - 點焊 | |  - 槽焊 - 槽焊 |
 表示而“輕角焊縫”則用
表示而“輕角焊縫”則用  表示。
表示。
| 焊縫類型 | 示例 | 關鍵尺寸 |
| 角焊縫(T 形接頭) | 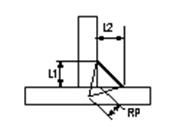 | L1 - 第一焊腳距離 L2 - 第二焊腳距離 RP - 根部熔深 |
| 角焊縫(角接接頭) | 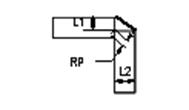 | L1 - 第一焊腳距離 L2 - 第二焊腳距離 RP - 根部熔深 |
 代表塞焊。
代表塞焊。 | 焊縫類型 | 示例 | 關鍵尺寸 |
| 塞焊 | 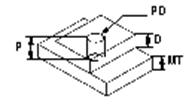 | P - 熔深/高度 D - 孔深 PD - 塞焊直徑 MT - 材料厚度 |
| 焊縫類型 | 示例 | 關鍵尺寸 |
| 點焊 | 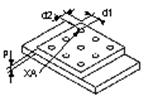 | P - 熔深/高度 XA - 剖面面積 d1、d2 - 定位點焊中心的尺寸 R - 點焊的半徑,計算方法如下: R = ÖXA/P |
| 多個焊接凹槽相交 |
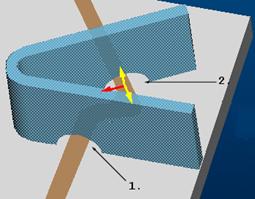 |
| 1 第一個焊接凹槽特徵 2 其他焊接凹槽特徵 |
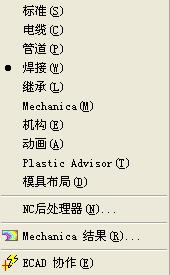

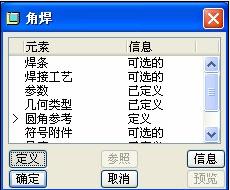
 或單擊【插入】(Insert)>【焊接】(Weld) 以打開【焊縫定義】(WELD DEFINITION) 對話框,從而從而可定義“焊縫”(Weld)、“坡口加工”(Edge Preparation) 或“焊接凹槽”(Weld Notch) 等焊接特徵。可定義一個特徵或同時定義多個焊接特徵。 如圖11.2所示
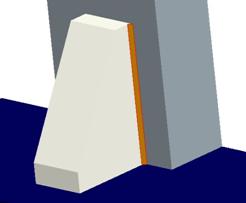
或單擊【插入】(Insert)>【焊接】(Weld) 以打開【焊縫定義】(WELD DEFINITION) 對話框,從而從而可定義“焊縫”(Weld)、“坡口加工”(Edge Preparation) 或“焊接凹槽”(Weld Notch) 等焊接特徵。可定義一個特徵或同時定義多個焊接特徵。 如圖11.2所示 標識,是形成焊道所必需的焊接材料。焊條的剖面為圓形,並且具有一些預定義的屬性,可單擊【工具】(Tools)>【焊接】(Weld)>【焊條】(Rod)。對話框定義和編輯焊條。完成好的焊接組件如圖11.4所示
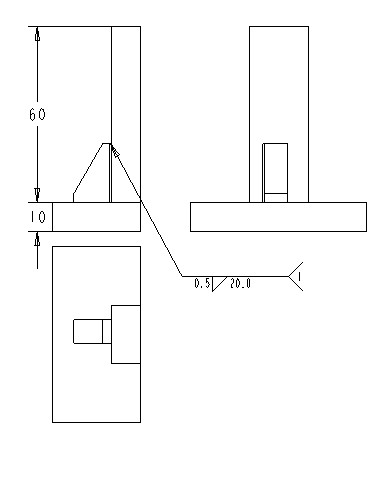
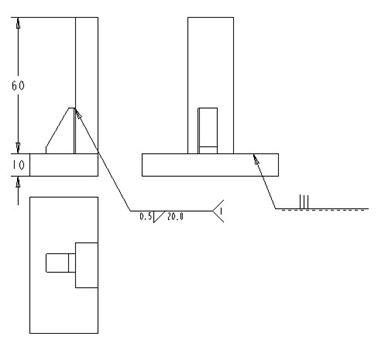
標識,是形成焊道所必需的焊接材料。焊條的剖面為圓形,並且具有一些預定義的屬性,可單擊【工具】(Tools)>【焊接】(Weld)>【焊條】(Rod)。對話框定義和編輯焊條。完成好的焊接組件如圖11.4所示 ,對焊縫進行標註如圖11.5所示
,對焊縫進行標註如圖11.5所示