
好飼料配圖
唐 軍 秦永林 劉培生
隨著飼料工業的發展,飼料產品需求成倍的增長,粉碎機作為飼料加工中的一個重要設備(電耗一般占生產線總電耗的1/3~2/3),其粉碎效率是一個值得探討的問題。通常飼料廠粉碎機的種類分為:對輥式、錘片式、齒爪式,現今飼料廠用的大多是錘片式飼料粉碎機,本文重點對此種粉碎機進行介紹。
1 飼料粉碎機的性能要求
飼料生產中對粉碎機的性能要求:①粉碎質量好,粒度均勻,利於混合;②生產效率高,單位成品的功率消耗小,成本低;③密封性能好,能防塵,減少泄漏損失;④構造簡單,使用維修方便;⑤工作時灰塵少、噪音小。
2 影響錘片式粉碎機效率的因素分析
影響粉碎效率的主要因素有:物料因素、粉碎機自身因素以及風網系統因素。
2.1 物料因素
2.1.1 物料的品種
不同品種物料的物理特性不同,粉碎的難易程度也不同。從物料物理性質比較,脆性、堅硬的物料較韌、軟性物料易粉碎;從物料成分組成比較,水分、油脂、粗纖維含量高的物料難以粉碎。一般澱粉含量較高的玉米、大麥、高粱因結構鬆脆,易粉碎,產量高,而莖稈粗飼料的纖維含量高,難粉碎,產量低。例:在篩片孔徑d=1.2 mm、物料含水率<15%的情況下,玉米和高粱產量45~60 kg/(kW•h);薯藤12~16 kg/(kW•h),由此可見,物料不同度電產量相差很大。
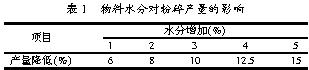
2.1.2 物料的濕度
物料的濕度增大,結構鬆脆度下降,粉碎較難,而且容易堵塞篩孔。通常物料水分不超過14%時,水分增加,產量降低。有關資料表明:當玉米含水量從14.3%增到21%時,其生產率下降29%,功率消耗增加12.5%。其關係大致如表1所示。
2.2 粉碎機自身因素
2.2.1 篩片面積及開孔率的影響
錘片式粉碎機的生產率受篩片通過能力的制約,它們的關係如下式:
G=vFρ×3 600
式中:G——生產率(t/h);
v——物料通過篩孔時的平均速度(m/s);
F——篩片的有效篩理面積(m2);
ρ——物料的容重(t/m3)。
由上式可見,加大篩片面積、提高篩片的開孔率(增大有效篩理面積),可提高粉碎機的生產率。據報道,當F增大9%,G可提高35%,電耗降低13%。篩板上所耗的功率占粉碎機全部功率的85%。
2.2.2 篩孔孔徑
篩孔孔徑的大小影響粉料的質量和生產率。孔徑小,粉料粒度小,質量好,但功率消耗大,生產率降低;孔徑大,粉碎粒度大,質量差。孔徑與粒度之間有如下關係:M(粒度)=(0.25~0.33) d(孔徑,mm)。為了提高生產率,應在滿足粉料粒度、質量的前提下,盡量選用大孔徑的篩片。目前廣大用戶對穀物料粉碎時,普遍選用孔徑1.2~2 mm的篩片,對於莖稈和蔓藤類物料粉碎時多選用孔徑3~4 mm的篩片。另外,不同畜禽飼料對粒度的要求也不同。
2.2.3 錘片速度和厚度
2.2.3.1 錘片速度的影響
錘片速度對粉碎機的生產率和功率消耗有很大影響。試驗證明,錘片速度過低時打擊能力下降,抽吸粉料的風力也小,故生產率低,電耗增加。速度高時,粉碎能力和排粉能力加大,使生產率得到提高。但若速度過高,由於轉子的鼓風作用增大,粉碎室渦漩作用加強,導致空載功率消耗增加,同時也使物料速度過高,排出篩孔的機會減少,因此粉碎效率也相對下降;此外,如果錘片速度過高,軸承摩擦和攪動空氣的功率消耗就會劇增,使單位產品能耗明顯提高。根據國內外資料,最佳錘片線速度隨不同物料的物理、機械特性而不同,據介紹,當使用5.2 mm孔徑的篩片時,幾種常見物料的最佳線速度如表2所示。

線速度過快,空載功率就加大,振動與噪音就加大。為了降低噪音,可採用大直徑、低轉速粉碎機。如粉碎機轉速由2 550 r/min降到2 200 r/min時,噪音可降低2~3 dB。
在實際生產中,粉碎機的應用是多元的,需要有較強的通用性。根據試驗及使用的經驗,目前我國常用錘片式粉碎機的錘片末端線速度多在80~90 m/s。
2.2.3.2 錘片厚度和密度的影響
據有關資料及試驗表明,當轉子高速旋轉時,錘片在物料中攪動,好象若干把切刀,錘片過厚,則效率不高,但過薄又易磨損,在我國一般採用3~5 mm的矩形錘片。
轉子上錘片的多少對粉碎效率及粒度有較大的影響。每個錘片所負擔的工作區域與密度有關,合理的錘片數目通過正交試驗得到,並以錘片密度來衡量。我國一般現行的是低密度用於粗粉碎,高密度用於細粉碎。由經驗得知,錘片密度與轉子直徑也有關係。關係式為:Zb=BD/ε
式中:B——粉碎室寬度(m);
D——轉子直徑(m);
Z——錘片數;
b——錘片厚度(m);
ε——為常數取1.0~2.3。
2.2.4 錘、篩間隙
轉子旋轉時錘片末端與篩片之間的距離為錘、篩間隙,它決定了粉碎室內物料層的厚度。物料在錘片式粉碎機中進行粉碎時,料層是沿粉碎室表面移動的。落到錘片工作表面的物料會沿其表面滑動,同時做旋轉運動。假設物料顆粒是球狀,來分析顆粒在錘片工作表面的運動(由轉子產生的空氣渦流的旋轉速度忽略不計,不考慮軸向運動,僅僅研究顆粒粒子在粉碎室橫斷面中的平面運動),則獨立的顆粒運動方程為:ma=∑F (1)
式中:m——顆粒的質量;
a——顆粒的加速度;
∑F——作用於顆粒的合力。
作用於顆粒上的力如圖1所示。
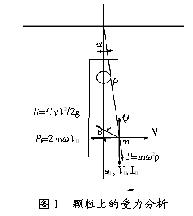
圖1中:P=mω2ρ
式中:P——顆粒離心力;
ρ——旋轉半徑。
R=CγV2/2g
式中:R——氣流壓力;
γ——空氣比重;
V——顆粒的絕對速度;
g——重力加速度;
C——常數。
Pk=2mωV0
式中:Pk——慣性力;
V0——顆粒沿錘片表面的相對速度;
ω——轉子的角速度。
Q=Nf
式中:Q——與錘片的摩擦力,
N——錘片對顆粒的反作用力;
f——摩擦係數。
忽略重力對顆粒的影響,則顆粒隨錘片作旋轉運動,同時沿錘片滑動。可列出顆粒的運動微分方程如下。
豎直方向:mdV0/dt=mω2ρcosα-Q-CγV2sinβ/2g(2)
水平方向:2mωV0+CγV2cosβ/2g=N+mω2ρsinα(3)
由(3)式得N=2mωV0+CγV2cosβ/2g-mω2ρsinα
則Q=Nf=f(2mωV0+CγV2cosβ/2g-mω2ρsinα)
把Q代入式(2),得
mdV0/dt=mω2ρcosα-f(2mωV0+CγV2cosβ/2g-mω2 ρsinα)-CγV2sinβ/2g。
即ma0=mω2ρcosα-f(2mωV0+CγV2cosβ/2g-mω2 ρsinα)-CγV2sinβ/2g。
a0=ω2ρcosα+fω2ρsinα-2fωV0-(fCγV2cosβ+CγV2 sinβ)/2gm。
又V0=a0t
所以得
a0=ω2ρcosα+fω2ρsinα-2fωa0t-(fCγV2cosβ+CγV2 sinβ)/2gm。
可得到顆粒在錘片表面的相對位移方向上的加速度為:
a0=[ω2ρcosα+fω2ρsinα-(fCγV2cosβ+CγV2sinβ)/(2gm)]/(1+fωt)
為了簡化計算,假設當t=0時,V0=0,相對位移L0=0,即取當前位置為原點。
可得到顆粒在錘片表面的相對位移為:
L0=a0t2/2=[ω2ρcosα+f ω2ρsinα-(f CγV2cosβ+CγV2 sinβ)/(2gm)]t2/2(1+fωt)
由上式可知,在某一個時刻(t一定),質量m越大的顆粒,相對位移L0越大,就是說較大的顆粒首先會到達篩子內表面,而較小的顆粒被大顆粒阻隔而位於物料環流層內側,很難出篩,如果錘、篩間隙過大,大顆粒很難被錘片打碎而使生產率降低,甚至出現噴料現象,如錘、篩間隙過小,物料雖然能順利出篩,但由於位於錘片和篩片之間受錘片擊打作用和篩片摩擦作用的物料較少,而使粉碎機生產效率降低。
綜上所述,粉碎機的錘、篩間隙應該選擇一個比較合適的數值,這個數值和粉碎機自身因素如轉子線速度等有一定關係,另外,不同的物料也會影響這一數值。目前,國內常用的錘、篩間隙為6~12 mm。
2.3 風網系統的因素
飼料廠錘片式粉碎機風網系統主要有輔助吸風和氣力輸送兩種,飼料廠粉碎機採用輔助吸風或氣力輸送都能使粉碎機工作時形成篩下較大的負壓。促使粉碎室內合格細粉能迅速通過篩孔、防止篩孔堵塞、減少物料的過度粉碎、提高粉碎機的產量;同時,當空氣進入粉碎室通過篩片時,能有效地冷卻粉碎室,帶走粉碎室產生的熱量和水分。
2.3.1 輔助吸風
良好的輔助吸風系統可使粉碎機產量提高 20%以上,並且避免篩孔堵塞和後續工序的結露現象,當然也應避免過大的吸風量造成無謂的動力消耗,因而合理配置粉碎機輔助吸風系統具有重要的意義。採用輔助吸風來提高粉碎機產量的基本要素一般有兩個:一是氣流必須從進料口或進風口湧入粉碎室,並通過篩孔排出,這樣的氣流才可成為提高粉碎機產量的有效氣流;二是為了較明顯地提高產量,有效氣流的風量必須足夠大。因此,在進行輔助吸風系統設計時,必須綜合考慮各種因素,才能使輔助吸風系統發揮應有的作用。
粉碎機輔助吸風系統設計的依據:①了解生產規模及工作制度,從而確定所需輸送的物料量及工作時間;②了解需輸送物料的性質;③了解廠房結構形式以及倉庫和附屬車間結合情況,這些都與輔助吸風設備的選擇、安裝及管網布置有關;④熟悉工藝流程及設備布置情況,以確定所需吸風量,從而合理地組合網路,並選擇適宜的風速;⑤了解所採用設備的規格及性能;⑥明確技術經濟指標和環境保護要求;⑦調查操作管理條件和技術措施的可能性;⑧了解遠景發展規劃。輔助吸風設備的確定要注意以下兩點。
① 選用除塵效率高的脈衝除塵器
選用脈衝除塵器時,對脈衝除塵器過濾面積的正確計算是非常重要的,脈衝除塵器過濾面積的計算公式如下:
F=Q×K/(V×3 600)
式中:F——脈衝除塵器的過濾面積;
Q——粉碎機每小時所需風量;
K——儲備係數,通常為 1.1~1.2;
V——過濾風速。
脈衝除塵器選擇時,過濾面積應大於等於計算值。
② 選擇合適的風機
選用風量、風壓滿足粉碎機吸風系統的風機,對該系統有效的運行是至關重要的。風量計算公式如下:
Q風機=Q×K
式中:Q風機——風機所選風量;
Q——粉碎機每小時所需風量;
K——儲備係數,通常為 1.1~1.2。
風機風壓的選擇:
H風機=(H粉碎機+H除塵器+H普通)×1.1
式中:H風機——風機的全壓;
H粉碎機——粉碎機的空氣阻力;
H除塵器——除塵器的空氣阻力;
H普通——脈衝除塵器上風機排向室外管道的空氣阻力。空氣阻力與管徑、風速有關。通常風速選用 13~15 m/s,水平管道保持在16~17 m/s。
2.3.2 氣力輸送
氣力輸送是利用空氣作為輸送動力,在管道中搬運粉、粒狀固體物料的方法。空氣或氣體的流動直接給管內物料粒子提供移動所需要的能量,管內空氣的流動則是由管子兩端的壓力差來推動。氣力輸送系統要求有空氣或氣體源、把物料加入管內的設備、輸送管道以及從輸送空氣中分出被輸送物料的分離設備。氣力輸送裝置的作用,就是將粉料和空氣以一定的比例混合,在密閉的管道內通過氣力由一處送往另一處。吸風量是指通過粉碎機粉碎室的風量。因為粉碎機的阻力與粉碎機的結構 、物料進料量、吸風量大小等許多因素有關,通常粉碎機吸風量不足,是造成工藝效果差的主要因素。氣力輸送設備的確定有以下幾點。
2.3.2.1 風機
風機要根據粉碎機所需風量,系統設計產量,提升高度等因素選擇,一般為高壓風機,但風量必須滿足粉碎機及系統的需求(儲備係數不小於1.1)。
2.3.2.2 輸料管
輸料管是用來輸送物料和空氣的管道。輸料管最好採用圓形截面 ,可使氣流在整個截面上容易均勻分佈。同時,其阻力亦比其它形狀的管子小 ,製造安裝也比較方便。輸送管直徑應根據風量及產量確定,使輸送管道中的風速達到對應物料所需的風速,如玉米一般取16 m/h,產量大則要求管徑和風量同時增加。輸料管水平段和傾斜段長度盡量短,保持輸送管道垂直,連接處要對正,不錯位,必要時可在磨損嚴重的部位加襯耐磨材料。
2.3.2.3 除塵採用兩級除塵(旋風除塵器和布袋除塵器)
旋風除塵器的進口端面積對除塵效率和阻力有直接影響,進口的高寬比愈大,則進口氣流的徑向尺寸愈小,塵粒移向器壁的路程愈短,效率愈高。
由此可見,要提高粉碎機的產量、性能,節省能耗,不是光靠某一種方法來解決,其中涉及的因素很多,關聯密切,因此,根據粉碎的主要物料特性和粉碎要求,選擇合適的粉碎設備,合理設計風網系統是提高粉碎效率的關鍵。