四線方牙螺紋是一種非標螺紋,加工難度較大。為此,設計製造了一種採用切削+擠壓方式加工螺紋的成形車刀(見圖1)。
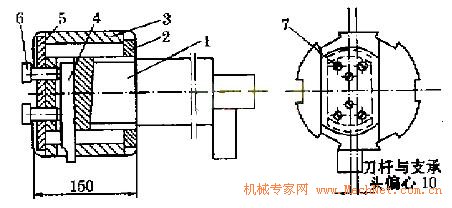
1.刀桿2.后壓板3.滑動支承4.刀具5.前壓板6.壓緊螺釘(M16)7.沉頭螺釘(M10)圖1四線方牙螺紋成形車刀結構
該刀具有以下特點:
為適應大孔徑螺紋的加工需要,刀桿頭部裝有一個滑動支承。徑向進刀時,刀桿可在滑動支承的扁孔內移動。由於切削過程中滑動支承與內孔保持接觸,因此可增強刀桿剛性,消除刀桿振動;
該刀具為最終精加工刀具,刀頭兩刃的前角部分(約3mm)起切削作用,後面的修光部分則起擠壓修光作用;
兩個側刃在加工中形成約1°的負后角(寬度約0.5mm),使刀具后刀面與工件的螺紋表面緊密貼合,從而可減小振動,增加切削平穩性。同時它又具有一定的壓光作用,可提高工件表面質量;
刀具的頂刃有3°的負前角,因此兩個側刃均具有3°的負刃傾角,切削時可迫使切屑向頂刃方向流動,使已加工表面不被划傷;
後邊的側刃處(右邊刃頂面上)磨有月牙槽,使該刀刃前角增大,切削時可使兩個側刃的工作前角趨於相等,從而保持切削平穩,避免啃刀現象。加工銅螺母時,工件轉速為50r / min,分三把刀進行切削:第一把粗切刀寬度為8mm,前角較大,每次進刀量1.5mm;第二把粗切刀寬度為15mm,每次進刀量1.5mm;第三把為精切刀(見圖2),寬度為16+0.2mm,每次進刀量3mm。
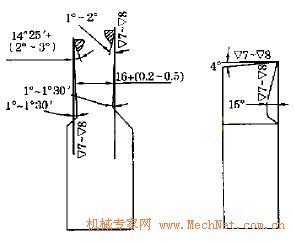
圖2
切削前應用刀在工件上劃出溝槽,將第一把刀正對溝槽中間,以保證兩側余量相等;開始切入和將要切完時為單面受力,導致第一扣和最後一扣螺紋偏大,為解決這一問題,可在製備毛坯料時使其尺寸比工件尺寸稍大,然後將兩端切去。