鑲嵌法可以牢靠地固定金剛石刀頭,耐高溫性也較好,可以在裝卡后直接研磨刀頭的后刀面,從而達到較高的角度精度。修磨時只需打開壓板,取出金剛石刀頭,修磨合格后再重新裝配,十分方便。
鑲嵌法的缺點是工藝過程較複雜,同時金剛石刀頭只能露出少部分前刀面,其後部的壓板會妨礙切屑流出,容易使切屑堵塞在刀刃附近而破壞已加工表面。由於鑲嵌法裝卡的金剛石與燒結塊窩孔面之間無化學鍵連接,僅靠壓力壓緊,在加工中有可能產生微小位移,因此不太適合超精加工刀具的要求。此外,鑲嵌法要求金剛石具有較大體積,這一方面導致金剛石的利用率較低,另一方面難以製作用於小孔加工的小直徑刀具。
3.釺焊法
用釺焊法直接焊接金剛石刀具一直是一個頗受關注的問題。由於金剛石具有很高的化學穩定性,很難與其它金屬發生化學反應而實現焊接,因此,如何可靠地實現金剛石與金屬的牢固連接,成為金剛石工具製造業的技術難點和亟待解決的研究課題。
實現金剛石刀具的釺焊需要解決以下問題:
(1)潤濕性能:釺焊時,釺料必須潤濕被焊材料才能保證焊接部位無缺陷。由於金剛石的表面能很高,潤濕性差,因此找到對於金剛石和金屬基體表面均具有良好潤濕性的釺料是釺焊成功的關鍵。
(2)粘結性能:釺料不僅應具有良好的潤濕性,還要能與被焊材料產生化學反應,形成化學鍵連接,才能實現具有足夠粘結力的焊接。
(3)殘餘應力:金剛石與金屬的熱膨脹係數相差近十倍,在焊接后的冷卻過程中會形成很大的殘餘應力,從而影響焊接強度甚至損壞金剛石。
(4)金剛石的腐蝕:金剛石在高溫下會氧化或石墨化,某些金屬對金剛石還具有侵蝕作用,因此必須選擇合適的工作環境與釺料,將金剛石的腐蝕現象減小到最低程度。
大量研究發現,含有鈦、鋯、鈮、鉭等活性元素的釺料在真空中可以直接潤濕金剛石表面,這些活性元素還能與金剛石表面的碳原子反應生成穩定的碳化物,形成化學鍵連接。金屬鉬或鈷基硬質合金與金剛石有較為相近的熱膨脹係數,用作焊接基體既可以不損壞金剛石又能保證釺焊強度。在此研究基礎上開發了真空條件下的金剛石釺焊技術。近年來又進一步開發了在保護氣體氛圍中釺焊金剛石的新技術。與真空釺焊技術相比,保護氣體釺焊技術具有設備成本低,操作簡便,工藝周期短等優點,並保持了與真空釺焊相當的焊接強度。這一技術的出現較圓滿地解決了長期存在的金剛石釺焊技術難題。
保護氣體釺焊金剛石所用釺料為銀銅鈦合金,合金中銀、銅、鈦的成份比例分別為
68.8%、26.7%和4.5%。保護氣體為氬(95%)與氫(5%)的混合氣體。焊接在如圖3所示的半開放式腔體中進行。釺焊工藝過程如下:
(1)充分清除金剛石和金屬基體表面上的氧化物;
(2)在保護氣氛中加熱基體及釺料,直至釺料熔化並均勻散佈於基體的指定位置,然後冷卻;
(3)在基體的正確部位放置需焊接的金剛石,充入保護氣體后重新加熱至釺料熔化溫度,再緩慢冷卻至室溫。
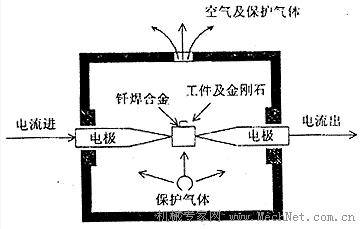
圖3釺焊裝置示意圖
採用釺焊法裝卡金剛石刀頭具有以下優點:焊接強度高,焊接面的剪切強度可達340MPa,可將重量僅為0.02克拉的金剛石刀頭牢固地焊接在刀桿上;可在釺焊后對金剛石刀頭再進行精磨,以保證刀具幾何角度的加工精度;可使刀具前刀面高於刀桿,從而保證切屑排出順暢,使切削過程及工件表面質量更加穩定可靠;可大幅度提高金剛石刀具的系統剛性。