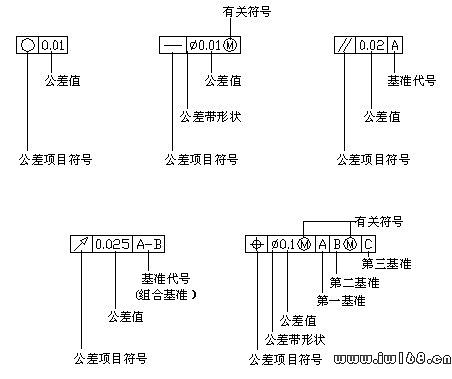
第三節、形狀與位置公差
符號 | 意義 |
M | 最大實體狀態 |
L | 最小實體狀態 |
S | 任意實體狀態 |
P | 廷伸公差帶 |
E | 包容原則(單一要素) |
50 | 理想正確尺寸 |
       | 基準目標 |
序號 | 圖 例 | 含 義 |
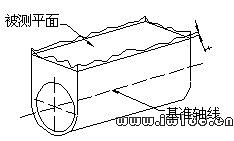
1 |  | 箭頭所指的要素為被測要素(此處為平面),其所指的方向為公差帶寬度方向。 |
2 |  | 被測要素是圓柱表面上的任一素線(因公差項目是直線度),圓柱表面上有無數根素線,每一根素線均必須符合要求。 |
3 |  | 被測要素是圓柱任一面截面上的圓(因公差項目是圓度),圓柱上有許多正截面,每一個正截面上的圓均必須符合要求。 |
4 |  | 被測要素是整個圓柱面(因公差項目是圓柱度)。 |
5 |  | 被測要素是軸線。 |
序號 | 圖 例 | 含 義 |
6 |  | 被測要素是二孔公共軸線上。 |
7 |  | 被測要素是二槽子的公共中心平面。 |
序號 | 圖例或代、符號 | 含 義 |
1 |  | 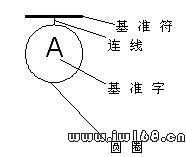 |
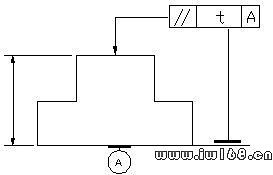
2 |  | 基準要素為下平面,被測要素為上平面。 |
 | ||
序號 | 圖例或代、符號 | 含 義 |
3 | 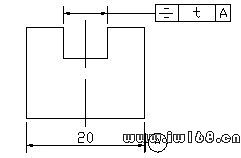 | 基準要素為外表側面(尺寸20mm)的中心平面,被測要素是槽子側面的中心平面。 |
4 | 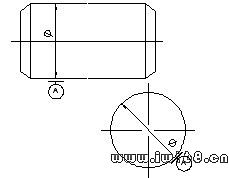 | 基準要素是圓柱的軸線。 |
序號 | 圖例或代、符號 | 含 義 |
1 |  | 在6000mm長度上的任意1000mm長度上,直線度公差為0。02mm(即在全長上的任意局部長度上有要求) |
2 |  | 被測表面上任意100H100mm的正方形面積上平面度公差為0.01mm(即整個平面上局部面積上有要求) |
3 |  | 在全長1000mm內直線度公差為0.05mm,而在任意200mm上則為0.02mm(即全長與局部長度均有要求,分子表示全長的要求,分母表示局部長度上要求) |
序號 | 圖例或代、符號 | 含 義 |
4 |  | 平面度公差在整個平面上為0.05mm,在任意100H100mm正方形面積上為0.01mm(分子表示整個平面的要求,分母為局部面積的要求) |
5 |  | 表示複合位置度公差,上方為孔組的要求,下方為孔組內各孔之間的要求(均採用最大實體原則) |
6 |  | 平行度公差採用相關原則中的最大實體原則,但對補償值有限制(限制值E0.03寫在下方) |
7 |  | 位置度公差採用相關原則中的包容原則,但對補償值有限制(限制值E0.02寫在下方) |
8 | 兩處  | 圓度公差0.01mm對兩處的要求(框格上方是對被測要素數量的說明) |
9 | 4-E10H8  | 位置度公差E0.05mm是對4個孔E10H8的要求(框格上方是對被測要素數量的說明) |
10 | 6槽  | 對稱度公差0.05mm是對6槽的要求(框格上方是對被測要素數量的說明) |
序號 | 圖例或代、符號 | 含 義 |
11 | 排除形狀誤差  | 平行度公差0.05mm要排除形狀誤差的影響(框格下方是解釋性說明) |
12 | 長向  | 直線度公差0.05mm是對長向的要求(框格下方是解釋性說明) |
13 | 3組  分別要求 分別要求 | 垂直度公差為E0.05mm是對第3 組要素的要求,並且是分別的要求(框格上方是被測要素數量的要求,下方是解釋性說明) |
14 |  | 平面度公差為0.03 mm。符號(+)表示只允許中間向材料外凸起( |
15 |  | 平面度公差0.03mm。符號(-)表示只允許中間向材料內凹下(中間凹下的解釋參看圖) |
16 |  | E10孔在同一軸向平面上兩素線的平行度公差為0.02mm。符號(w)表示只允許右邊逐漸減小。 |
17 |  | E10孔在同一軸向平面上兩素線的平行度公差為0.02mm。符號(v)表示只允許左邊逐漸減小。 |
名稱 | 誤差形式 | 代號標註示例 | 文字說明示例 |
直線度 | 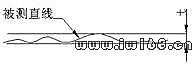 t為在給定平面內的直線度分差 t為在給定平面內的直線度分差 | 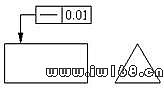 | 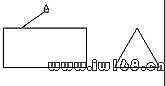 A線的直線度誤差不大於0.01 |
Et是在任意方向的直線度公差 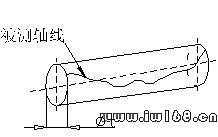 | 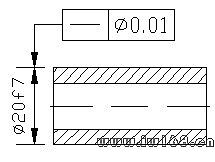 | E20f7 軸線的直線度誤差不小於E0.01 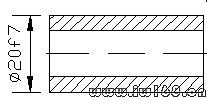 | |
平面度 | 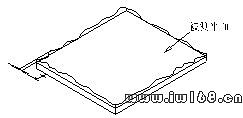 t為平面度公差 | 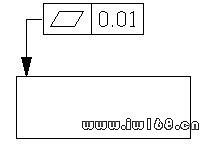 | 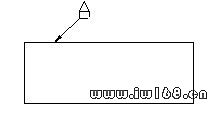 A面的平面度誤差不大於0.01 |
真圓度 | 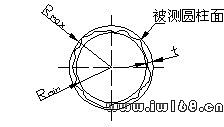 t為圓度公差, t=R(max)-R(min) | 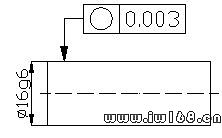 |  E16g6的圓度誤差不小於0.003 |
形狀和位置公差的標註示例 | |||
名稱 | 誤差形式 | 代號標註示例 | 文字說明示例 |
圓柱度 | 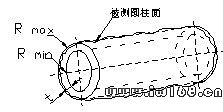 t為圓柱度公差, t=R(max)-R(min) | 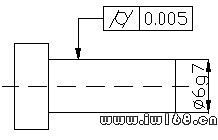 | 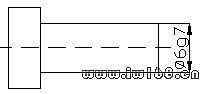 E6g7的圓柱度誤差不大於0.005 |
垂直度 | 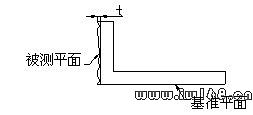 t為平面對平面的垂直度公差 | 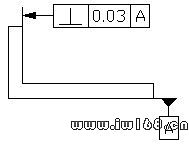 | 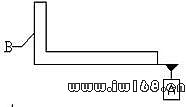 端面B對基準面A的垂直度誤差不大於0.03 |
平行度 | 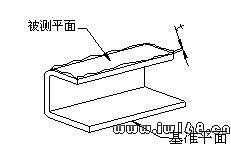 T為平面對平面的平行度公差 | 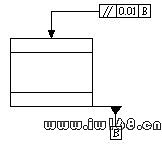 | 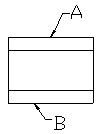 A面對B面的平行度誤差不大於0.01 |
 t為平面對軸線的平行度公差 | 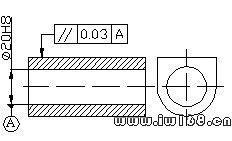 | 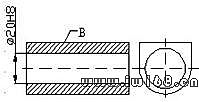 平面B對E20H8軸線的平行度誤差不大於0.03 | |
同軸度 | 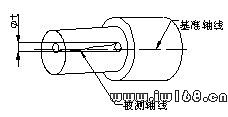 t為同軸度公差 | 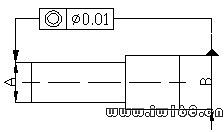 | 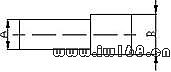 A軸線對B軸線的同軸度誤差不大於E0.01 |
形狀和位置公差的標註示例 | |||
名稱 | 誤差形式 | 代號標註示例 | 文字說明示例 |
位置度 | 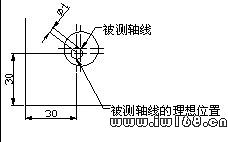 | 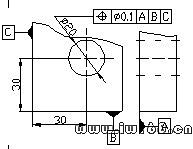 | 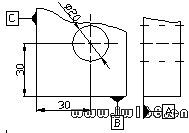 E20軸線對A、B、C面的位置誤碼率差不大於E0.1 |