從設計角度,為滿足客戶螺紋銑刀應用需要,有許多因需要考慮的因素。現在,問題是從當前設計、生產中,機夾式整體硬質合金直槽螺紋銑刀、機夾式整體硬質合金螺旋槽螺紋銑刀,哪一種是最適合您的應用場合,最具有加工成本優勢,生產效率最高。 本文目的,我們不討論關於上面的應用選擇問題,假設客戶已經選擇了並認為機夾刀片式螺紋銑刀是最有效率的,那麼本文的目的就是討論為滿足客戶的應用,哪些是機夾式螺紋銑刀的重要設計要素。當然,降低加工成本,提高生產效率是客戶所要求的。對於客戶具體應用,需要多長加工時間,從刀具方面,可達到的加工時間建議,螺紋加工表面質量是否很重要?用這把螺紋銑刀在零件上加工多少個螺紋孔,零件材料是什麼?刀具費用是多少及使用時間?也許最便宜的刀具並不是加工成本最低和效率最高的,客戶當前所用的刀具也並不是對最適合客戶應用場合最優化的刀具。所有上述因素將是高生產率的部分定義因素,通用性是 「可應用於許多場合」,專用性 「針對特殊的應用場合,任務或目的」。我們為具體需求而評估螺紋銑刀,即評估哪一特性具有優先性 ??通用性還是專用性?這把刀具僅適合此應用或其它應用?或此應用場合需要我們使用更優化設計的專門刀具?
根據應用場合。為了設計出最好的螺紋銑刀,我們應考慮什麼是刀具主要設計因素。
• 要加工的螺紋直徑和螺紋銑刀直徑的關聯性。
• 螺紋標準形狀 ??我們要加工的螺紋標準形狀,包括螺距、導程和螺紋長度。
• 生產要求:每天要加工的螺紋數量。
• 要加工螺紋的零件材料。
• 螺紋銑刀的排屑槽數 、安裝刀片的刀窩、 安裝的刀片數量。
• 刀片的剛性設計 、夾持刀片的剛性。
• 中心冷卻能力及何種冷卻液的穿透能力, 是直接穿透刀體, 還是設計在派屑槽處。
1.機夾螺紋銑刀的刀體直徑
刀體直徑的確定影響刀具的通用性, 同時也影響對具體應用場合時刀體的剛性。我們可以選擇非常小的刀體直徑,它可以適合很多具體應用場合,但對於將來大直徑螺紋的加工應用場合,我們可以採取大直徑的刀體,可優化加工參數,提高生產率。另一方面,對於螺紋銑刀,在編程中的轉速,是根據刀片材質及塗層的允許線速度來決定的。刀體直徑小,刀具轉速就高;相反,刀體直徑大,刀具轉速就低。
2.螺紋形狀及標準, 生產要求和加工螺紋的材料
這些因素關係到刀具懸長 「系統」 。所有設計因素,一般來講,越 「通用性」的設計,將可適用更多的螺紋標準,形狀和被加工材料, 加工時間將增長,越「專用」的設計,對具體應用則越好。
3.排屑槽數 、 刀片數
螺紋銑刀的進給計算單位為mm/min或(in/min),此計算使用轉速和切屑載荷 (每刀片進給/每個排屑槽)。 有了轉速、鐵屑載荷和排屑槽數 / 刀片數, 我們可以計算進給,因此,越多排屑槽,總進給就越快,其結果為加工零件的時間就降低。
| 舉例說明: M 20 ×2.0,中碳鋼,使用刀體為1個排屑槽 和1個刀片,刀具刃口處直徑為 17 mm (67″)。 刀具製造商建議線速度( SFM)和單刃進給是 140 m/min。(460 ft/min) 和 0.15 mm/齒 (0.006」/齒)。編程計算顯示,切削時間約為 10 s, 使用 2620 r/min 和 60 mm/min (2.34 in/min)。 |
4.刀片設計和夾持方法
簡單地說, 刀體的這一部分是需要加工成本最高的地方,在將來的生產中是主要的影響因素:
⑴刀片厚度在初始的價格中是影響成本的最大因素,刀片越薄,成本越低,但剛性越差。刀片越厚,當然成本就高,但刀片的剛性增加。
⑵刀片長度越長,成本越高,但更重要的是刀片長度將影響生產率。
⑶刀體能安裝的刀片數量將根據工作需要來決定安裝多少刀片 ,「裝載」刀體上的成本。
⑷刀片裝夾方法需要具有較好的夾持刀片剛性,同時保持刀體的整體性。
5.切削液流通能力和通路設計
刀體具有內冷能力的好處是無庸質疑的。在螺紋銑刀中,刀具是旋轉的,刀具的轉速將是很高的,高轉速中離心力將妨礙外部切削液的進入,如果切削液能通過刀體中心將對很多場合的應用帶來好處,如垂直的盲孔。切削液進入刀體,將撞擊加工孔的底部,並向上、向外,給刀具提供冷卻,潤滑和幫助排屑。對中心內冷設計的限制是對通孔的應用場合。因為切削液將不能送到我們所需要的地方 ?刀尖。另一個有影響的應用是在卧式加工中心上的工作,由於重力影響,總是把切削液拉到孔的下半園.因此,切削液的變化,將對刀具沿孔作圓周運動有不同的影響.
綜上所述,刀具具有通用性和生產效率之間的矛盾,同時滿足是很困難的,是否有較好的折衷方案?
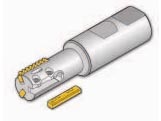
6.MiTM ??多排屑槽機夾螺紋銑刀
最近, 螺紋加工技術世界級領導者之一, Vargus, LTD(以色列瓦格斯公司)已找到了高效螺紋銑刀的設計解決方案,並把這一創新產品加入到她本已經較長的螺紋銑刀產品線。MiTM 機夾螺紋銑刀產品線, 以多排屑槽,機夾螺紋銑刀著稱。這一新的產品線刀體,具有一定的通用性,但同時支持客戶對高生產率,降低加工成本的要求。新設計的一些特點如下:
• 每個刀具有多個派屑槽,實現快速切削。
• 刀體直徑最小 17mm (67″)。
• 長的刀片以適應深螺紋孔。
• 刀片兩面可用。
• 極好的穩定性。
• 通用刀體柄部尺寸。
• 機夾刀片式。
• 兩個標準刀片塗層材質,非常適合不鏽鋼加工和一般用途。
• 刀體可以安裝多個刀片或只裝一個刀片。
• 切削液通過刀體,從排屑槽處噴出。
讓我們看看當考慮通用性和高效率原則時,新的機夾螺紋銑刀家族與上述設計元素之間的聯繫。MITH八個刀體分成4 組,每一個都有共同的柄部直徑25mm 或 1 in。在這4組裡,每一組內,有兩個不同刀體,其最大螺紋加工深度不同。MiTM 家族設計為獲得最大剛性,但並不限制通用性,因為每一個刀體可適合較大範圍的螺紋加工。同組刀體不同的螺紋加工深度為客戶提供了針對具體應用最穩定的刀體。另外,MiTM 產品線提供了最大數量的排屑槽,使加工進給成倍提高。
對於通用性來講,並不是所有刀窩/排屑槽都必須安裝加工刀片。如果在小批量生產中,可裝入一片加工刀片,其他刀窩裝入 「平衡片」。這些 「平衡片」 可保持刀體加工穩定性並可防止鐵屑傷及刀窩。
這一選擇增加了刀體的通用性,降低了在小批量生產中的刀具成本,但仍保持刀體具有多排屑槽和刀窩,當有大批量生產時,裝入多個加工刀片,可實現高效率的加工。

伴隨著高剛性刀片設計,刀體上的刀窩可能較弱, 但MITM刀片是針對需要設計的,所以刀體上的刀窩在長度方向較短,以保持螺紋銑刀刀體有足夠的剛性,同時,對刀片增加了厚度,以使硬質合金刀片有較好的剛性。厚的刀片可使設計工程師在刀片的兩面設計螺紋形狀,若在刀片形狀上做出斜度,產生后角,則刀片只能有一個加工刃口。有兩個刃口的刀片,客戶加工成本會分攤,同時,刀片強度也增加。
由於刀片厚且強度高,它比採用薄的刀片可設計得更長,這樣一來增加了通用性,也更適合較深螺紋的加工。
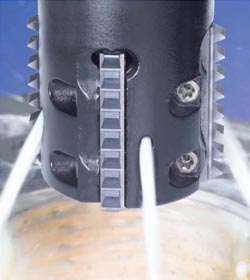
觀察刀片夾持系統,你會發現,MITM採用多螺釘垂直夾緊刀片,把刀片拉入刀窩,同時提供了最大的夾持力,並保持了刀體的整體剛性。一個高剛性的刀體系統,一個強度較高的刀片,可使刀具使用更大的進給,它直接影響到你的加工成本底線??更短的加工時間和更低的螺紋加工成本。
通過使用兩種標準刀片材質和塗層,刀片庫存可最小化,並能滿足各種加工要求。 VBX 是 TiCN 塗層,主要用於加工鋼材和通用工作。 VTX 是 TiAlN 塗層 ,此材質及塗層具有非常好的抗高溫性能,適合不鏽鋼和高溫合金材料的加工。
切削液通過能力,特別是當刀體直徑接近要加工的螺紋直徑 (刀具直徑>0.7× 螺紋直徑), 在螺紋銑削過程中,切屑的排出變成一個非常重要的因素。正如上面提到,內冷在大多數場合都會帶來好處, 但在有些情況,可能沒關係。如在加工通孔時,貫穿刀具中心,軸向內冷對加工及排屑一點幫助都沒有。 新的 MiTM 產品線提供中心冷卻能力,向排屑槽及刀片斜向噴出,切削液正好噴向刀具最需要的地方, 刀片切削刃口。這在螺紋銑削過程中最大限度地幫助切屑排出,提供最大限度的冷卻和潤滑, 這也使刀具可獲得最大切削線速度和進給。
最後,任何螺紋銑削操作將依靠CNC程序,為此,VARGUS 公司已經開發了一個界面友好,自動編程的輔助系統 ??「TM GEN, 螺紋銑削專家系統」,使螺紋加工更容易。這是一個非常有用的資源,它不僅能幫助客戶根據具體應用場合,選擇正確的刀具,並能根據客戶的應用和機床控制器自動生成螺紋銑削的CNC程序,螺紋銑刀越容易使用,客戶越能獲得滿意的加工結果,因此實現了雙贏。
正如你已經知道或從文章中學習到,刀具通用性和高效性在很多場合是相互矛盾的。最主要的是你要發現優秀的供應商,它不僅有很多產品可以滿足當前需求,但同時也為你未來的需求提供了更多的選擇。