數控機床上所用主軸准停裝置主要有機械准裝置、磁感測器准停裝置、編碼器准停裝置和數統控制准停裝置等4類。磁感測器准停裝置應用較為普遍,現就其工作原理及常見故障的診斷與維修簡介如下。
一、感測器主軸准停裝置的工作原理
磁感測器主軸准停裝置是單角度准停。結構如圖1。這種主軸准停裝置的安裝要求相當嚴格,必須按要求進行。
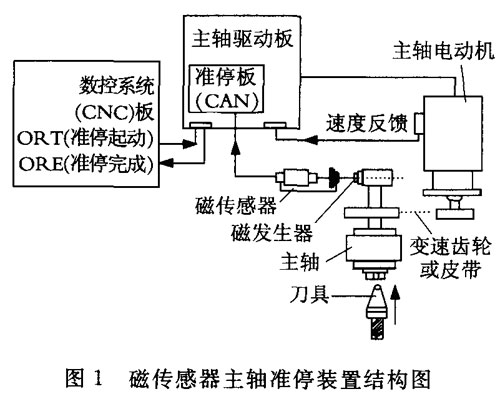
工作時,主軸接收到數控系統發來的准停啟動信號ORT,立即變速至某一爬行速度。若磁感測器信號出現,主軸驅動立即進入磁感測器作為反饋元件的位置閉環控制,目標位置即為準停位置。准停完成後,主軸驅動裝置向數控系統發出准停完成號ORE。
二、磁感測器主軸准停裝置的故障與維修實例
1)主軸不能准停
故障現象:某單位採用SIEMENS 810M的立式加工中心,配套6SC6502主軸驅動器,在調試時出現故障,當主軸轉速) 200 r/min時,主軸不能准停。
為了分析確認故障原因,維修時進行了如下試驗:
1)輸入並依次執行「SlOO MO3 ; Ml9」指令,機床准停正常。
2)輸入並依次執行「S200 MO3 ; MO5 ; Ml9」指令,機床准停正常。
3)直接輸入並依次執行「S200 MO3 ; Ml9」指令,機床不能准停。
根據以上試驗結果分析:可以確認工作正常;引起故障的可能原因是編碼器高速特性不良或主軸實際准停速度過高。
檢查主軸電動機實際轉速,發現該機床的主實際轉速與指令值相差很大,當執行指令S200時,實際機床主軸轉速為300 r/min,調整主軸驅動器參數,使主軸實際轉速與指令值相符后,故障排除,機床恢復正常。
2)主軸慢轉准停不能完成
故障現象:1台採用FANUC lOT系統的數控車床,在加工過程中,主軸不能按指令要求進行正常的准停,主軸驅動器「准停」控制板上的ERROR(錯誤)指示燈亮,主軸一直保持慢速轉動,准停不能完
考慮到主軸正常旋轉時動作正常,故障只是進行主軸「准停」時發生,由此可初步判定主軸驅動器工作正常。對照機床與系統維修說明書中的故診斷流程,檢查了PLC梯形圖中各信號的狀態,發現在主軸360°範圍旋轉時,主軸「准停」檢測磁性感測器信號始終為「0」,因此初步確定故障原因與此有關。檢查該磁性感測器,用螺釘旋具作為「發信擋鐵」進行試驗,發現信號動作正常,但在實際發信擋鐵靠近時,檢測感測器信號始終為「0」。為此, 重新調整磁性感測器的檢測距離后,故障排除,恢復正常。
3)加工中心主軸不能實現准停
故障現象: TH5632/1型加工中心採用了 FANUC一6CM系統,主軸不能實現准停。
分析與維修時,先檢查數控系統(CNC)板上准 停起動信號點,發現該點的波形與理波形一樣。檢查CNC板上准停完成信號點的波時,發現該信號點無信號,這是由於主軸未實現准造成的。再檢查主軸驅動板及准停板(CAN)上相關點的波形,發現也與理論波形一樣。然後檢查大器上相關點的波形,發現放大器相關點上無信由於放大器是剛換新的,而放大器上的信號是來AN板,而CAN板上對應點是有信號的,這可能是由於CAN板與放大器的信號連接傳送線斷開而造成的。
測量各信號線,發現並沒有斷。我們再回來檢查放大器,發現放大器上15V的電壓沒有了,而這個電壓是來自CAN板,而CAN板是能正常工作的。我們再檢查電源線,發現電源線插孔上的小銅片沒有了,用備用銅片焊好后,故障排除。