第七節、萬能角度尺的使用
1、 結構
Ⅰ型萬能角度尺的結構
Ⅱ型萬能角度尺的結構
2、萬能角度尺的讀數及使用方法
測量時,根據產品被測部位的情況,先調整好角尺或直尺的位置,用卡塊上的螺釘把它們緊固住,再來調整基尺測量面與其它有關測量面之間的夾角。這時,要先鬆開制動頭上的螺母,移動主尺作粗調整,然後再轉動扇形板背面的微動裝置作細調整,直到兩個測量面與被測表面密切貼合為止。然後擰緊制動器上的螺母,把角度尺取下來進行讀數。
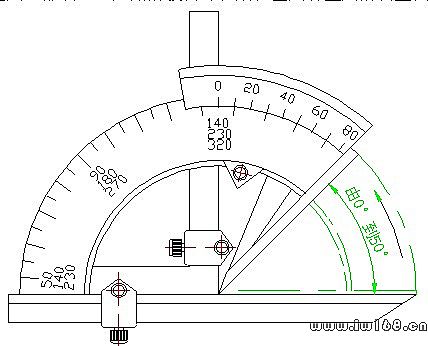
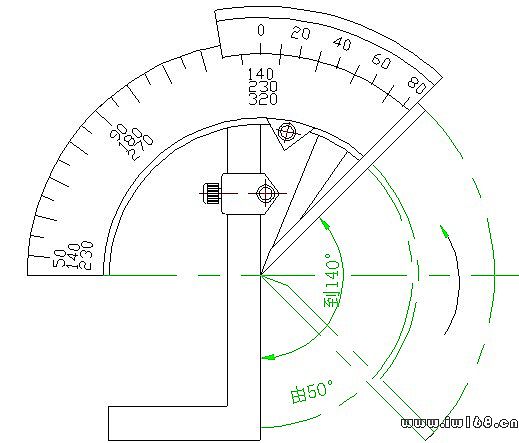
(1)測量0°-50°之間角度
角尺和直尺全都裝上,產品的被測部位放在基尺各直尺的測量面之間進行測量。
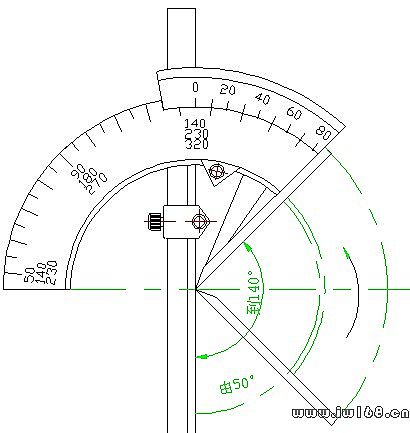
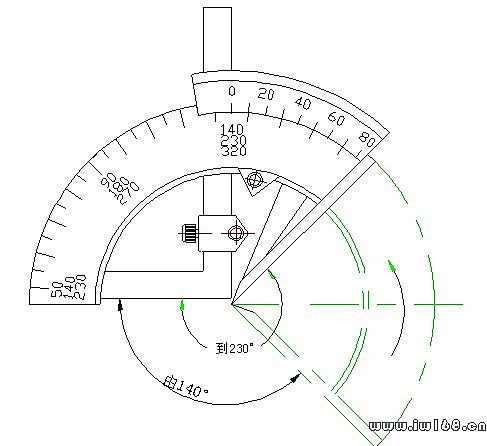
(2)測量50°-140°之間角度
可把角尺卸掉,把直尺裝上去,使它與扇形板連在一起。工件的被測部位放在基尺和直尺的測量面之間進行測量。
也可以不拆下角尺,只把直尺和卡塊卸掉,再把角尺拉到下邊來,直到角尺短邊與長邊的交線和基尺的尖棱對齊為止。把工件的被測部位放在基尺和角尺短邊的測量面之間進行測量。
(3)測量140°-230°之間角度
把直尺和卡塊卸掉,只裝角尺,但要把角尺推上去,直到角尺短邊與 長邊的交線和基尺的尖棱對齊為止。把工件的被測部位放在基尺和角尺短邊的測量面之間進行測量。
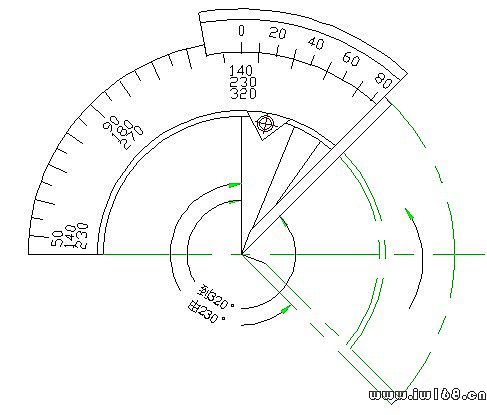
(4)測量230°-320°之間角度
把角尺、直尺和卡塊全部卸掉,只留下扇形板和主尺(帶基尺)。把產品的被測部位放在基尺和扇形板測量面之間進行測量。
萬能角度尺讀數方法
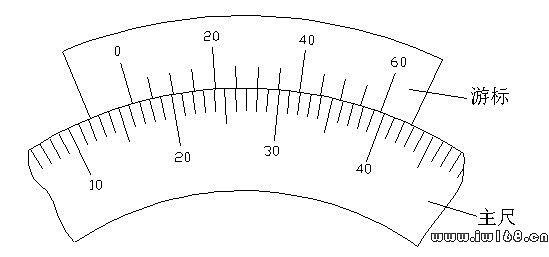
萬能角度尺的讀數裝置,是由主尺和游標組成的,也是利用游標原理進行讀數。如圖萬能角度尺主尺上均勻地刻有120條刻線,每兩條刻之間的夾角是1度,這是主尺的刻度值。游標上也有一些均勻刻線,共有12個格,與主尺上的23個格正好相符,因此游標上每一格刻線之間的夾角是:
23° / 12=(60′X23)/12=115′
主尺兩格刻線夾角與游標一格刻線夾角的差值為;
2° - 115′=120′-115′=5′
這就是游標的讀數值(分度值)。
萬能角度尺的讀數方法可分三步;
A、先讀“度”的數值-----看游標零線左邊,主尺上最靠近一條刻線的數值,讀出被測角“度”的整數部分,圖示被測角“度”的整數部分為16。
B、再從游標尺上讀出“分”的數值-----看游標上哪條刻線與主尺相應刻線對齊,可以從游標上直接讀出被測角“度”的小數部分,即“分”的數值。圖示游標的30刻線與主尺刻線對齊,故小數部分為30。
C、被測角度等於上述兩次讀數之和,即16′+30′=16 °30′
D、主尺上基本角度的刻線只有90個分度,如果被測角度大於90°,在讀數時,應加上一基數(90,180,270),即當被測角度
>90°----180°時,被測角度=90°+角度尺讀數。
>180°----270°時,被測角度=180°+角度尺讀數。
>270°----320°時,被測角度=270°+角度尺讀數。