驅動橋是輪式裝載機傳動系統的重要部件之一,而橋殼又是組成驅橋最關鍵的零件。
1早期的驅動橋殼結構
早期的裝載機驅運輸動橋結構如圖1所示。橋殼5和支承軸2通過螺栓連接,同時橋殼法蘭還為連接板,安裝行車制動器。橋殼和支承軸因較大的法蘭盤而使其重量大、加工量大、因而加工成本高。橋殼鑄件在法蘭與圓截面的交接處,因為壁厚不均勻,使得金屬液冷卻固化速度不一致,兩端大法塵阻礙殼體的自由收縮,幫在圓角過度處易形成鑄造缺陷,從而極大地影響橋殼的強度。使用過程中,有從該處斷裂的實例。受結構及使用限制,鑄造缺陷無法從根本上解決,造成質量不穩定。因此,根據零件的合理設計原則,對具有橫截面尺寸突變或形狀複雜的構件,應設法改用簡單的組合或焊接。
1.輪邊減不速器2.支承軸3.制動器
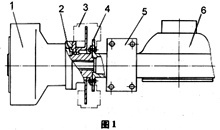
4.制動器連板5.橋殼6.主傳動總成
2焊接方案及工藝特點
用焊接的方式把橋殼,支承軸,制動器連接板2a、b同一類第一、第二方案;圖2c為第二類,以制動器連接板為孔,橋殼、支承軸為軸的焊接形式;圖2d為第三類,以橋殼為軸,支承軸為孔的焊接形式。
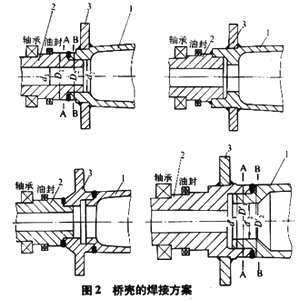
1.橋殼 2.支承軸 3.制動器連接板 (a)第一方案 (b)第二方案 ?第三方案(d)第四方案
第一方案、第二方案均以橋殼為孔,支承軸為軸,配合定位後用角焊縫或U形焊縫焊接,制動器連接板以角焊縫焊於橋殼上。該方案簡化了我廠早期驅動橋殼複雜笨重的結構,使鑄鍛件結構簡單,易澆鑄,易加工,成本低。軸、孔之間用緊配合定位,改善了單純由焊縫承受力矩的受力狀況。這兩種方案的區別在於軸,孔之間焊縫的焊接形成。前者為角焊縫焊接形式,加工工藝簡單;後者為U形坡口焊縫形式,其坡口焊接有足夠的疊合面,焊接牢固,且熔深大,熔敷效率高。焊接處面積較小,可避免熱量過多流失,保證焊接質量。其焊縫的承載能力較角焊縫增大冼多。從焊接工藝分析,第一方案較第二方案更合理。故其餘方案中軸、孔之間焊接均採用U形坡口。
第三方案(圖2c)是橋殼、支承軸均為軸,分別與制動器連接板用U形坡口。軸、孔之間用緊配合。該方案軸、孔之間緊配合。用熱裝配的方法裝配時,制動器連接板的體積小,易加熱,便於裝配。但與此同時驅動橋橋殼的精度取決於三個零件,必然使累積誤差增大。要獲得同樣的精度,勢必要提高零件的加工精度。承載焊縫兩條,連接三個零件,加工複雜,成本高,受力狀況不好,承載能力減弱。對制動器連接板與橋之間的焊縫不利。
第四方案(圖2d)以支承軸為孔,橋殼為軸,U形焊縫連接,制動盤以角焊縫焊於支承軸上。該方案具有第一方案的優點,又無第三方案結構和工藝上的弊病,是一咱較為理想的方案。
由此可見,第一、第四種為優選方案。