關鍵詞:MasterCAM9;MV-610;後置處理;刀具數據文件
1 引言
MasterCAM是一套應用廣泛的CAD/CAM/CAE軟體包,它採用圖形互動式自動編程方法實現NC程序編製,在模具加工行業有著廣泛的市場。互動式編程是一種人機對話的編程方法,編程人員根據屏幕提示的內容,反覆與計算機對話,選擇菜單目錄或回答計算機的提問,將所有問題回答完畢即可自動生成NC程序。NC程序的自動產生是受軟體的後置處理功能控制的,不同的加工模塊和不同的數控系統對應著不同的后處理文件。
後置處理(Post processing)是數控加工中自動編程要考慮的一個重要問題。自動編程經過刀具軌跡計算產生的是刀具數據(Cutter location date)文件,而不是數控程序,因此,這時需要設法把刀位數據文件轉變成指定機床能執行的數控程序,採用通信的方式或是DNC方式輸入數控機床的數控系統,才能進行零件的數控加工。
把CAD/CAM軟體生成的刀位數據文件轉換成指定數控機床能執行的數控程序的過程就稱為後置處理。刀位數據文件必須經過後置處理轉換成數控機床各軸的運動信息后,才能驅動數控機床加工出設計的零件。後置處理程序是自動編程系統的一個重要組成部分。後置處理程序的功能是根據刀位數據文件及機床特性信息文件的信息,將處理成相應數控系統能夠接受的控制指令格式。也即根據刀位數據文件中各種不同的加工要求,將刀位數據文件及機床特性信息文件處理成一個個字,然後把字組成一個適當的程序段,將其輸出。
圖形化編程軟體所生成的NCI代碼,都需要經過特定的後置處理設置,才能生成適應於特定數控系統的NC代碼。當今較為流行的幾種CAM軟體的後置處理系統,大致可分為專用後置處理系統和通用後置處理系統兩種。像P ro/E、UG、CAXA製造工程師等CAM軟體的後置處理,就應用圖形交互及對話框的方式來設置特定機床的后處理器,屬於通用後置處理系統。而像MasterCAM等軟體則採用的是專用後置處理系統,軟體本身提供了多種數控系統(如FANUC、A-B數控系統)的標準後置處理文件,可生成供多種數控機床使用的NC代碼。如果在使用過程中遇到軟伯沒有提供後置處理器的數據控系統,則用戶必須根據數控系統的程序格式、各種功能代碼及格式、各種參數初始值和默認值,來編寫MasterCAM的后處理文件,以生成所需的加工程序。
MV-610加工中心配置的數控系統是西門子的SINUMERIK810D,MasterCAM9軟體生成的NC代碼不能直接應用,需要人工做大量的修改,既不方便又易出差錯。因此有必要為MV-610加工中心開發專用的後置處理程序,發揮軟體CAM模塊的最佳效果。
本文根據MasterCAM9的通用後置處理程序,結合MV-610加工中心和SINUMERIK810D系統的特點,開發出專用的後置處理程序,以便MasterCAM生成的NC程序能直接用於加工生產。
2 後置處理技術
2.1 後置處理原理
在後置處理中,系統要完成機床運動變換、非線性運動誤差校驗,進給速度校驗和加工程序生成等任務。後置處理過程原則上是解釋執行,即每讀出刀位文件中的一個完整的記錄(行),便分析該記錄的類型,根據記錄類型確定是進行坐標變換還是進行文件代碼轉換,然後根據所選的數控機床進行坐標轉換或文件代碼轉換,生成一個完整的數據程序段,並寫到數控程序文件中去,直到刀位原文件結束。後置處理流程見圖1所示。
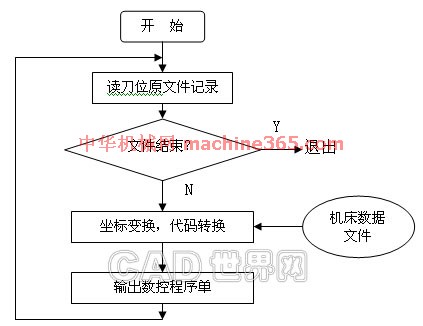
圖1 後置處理流程圖
2.2 後置處理系統設定的前提條件
雖然不同類型的數控系統之間和不同類型的數控機床之間的指令和程序段格式不盡相同,彼此之間有一定的差異,但它們之間具有一些共同特性,如數控程序皆由意義基本相同的地址符組成,並採用標準化的準備功能G代碼和輔助功能M代碼等,這些共同特性是通用後置處理系統設計的前提條件。
3 MV-610加工中心的後置處理
3.1 MasterCAM9後置處理的文件格式
MasterCAM9系統的後置處理由兩部分文件組成,可執行文件和機床特性文件。可執行文件是不允許用戶修改的,如銑床為Mp.dll文件,車床為Mpl.dll文件;機床特性數據文件是用ASCII代碼編寫的,其擴展名為pst,稱為pst文件,pst文件提供了更改NC代碼的方法,以便適應於選定的數控系統和機床,其內容包括:機床類型、坐標輸出格式、G代碼和M代碼的分配、文件頭數據、控制系統名及註釋數據的輸出等信息。後置生理器Mp文件和pst文件必須相互依賴才能正常工作,Mp文件按pst文件來設置其開關量,pst不能用於其它軟體的后處理器。
3.1.1 MasterCAM9的nci文件
MasterCAM9中刀位文件是nci為擴展名,它是一個中間文件,以ASCII碼編寫,包含了完成一個零件加工併產生NC程序的所有必須信息,主要有:確定機床運動模式、計算移動距離、計算輪廓運動、將運動置於機床坐標下,進給速度計算等。這些信息大都來源於參數屏幕的定義參數。信息按兩行排列,第一行是操作行,用簡單的數字錶示操作類型,如直線運動、圓弧運動、孔加工循環等;第二行是數據行,包含了定義操作所需的信息。
其中操作類型分為四組:①運動操作指令:快速進給、直線和圓弧插補、5軸插補等指令;②循環操作類指令:孔加工循環及車、銑加工固定循環等指令;③文件格式指令:NC程序開始、結束格式;④雜項操作指令:定義雜項整數、參數等。
3.1.2 MasterCAM9的pst文件
由於Mp文件不可修改,因此MasterCAM9的後置處理的任務是對pst文件進行修改和定製,以設置Mp文件的開關量。不同系統的后處理文件它們的指令代碼和格式定義雖各不相同中,但MasterCAM9系統的所有pst文件基本上都由以下11個部分組成:
⑴ 註解 後置處理的有關註釋和信息,在程序的每一行前用符號「#」開頭,其後的文字的註解不影響程序的執行。
如:# Post Name: MV-610(定義後置處理器名稱)
# mi3 ? Select G28 or G30 reference point return(定義#mi3為返回參考點的變數)
⑵ 調試 插入變數「bug1」、「bug2」、「bug3」、「bug4」和「whatno」來調試後置處理器,並在屏幕上顯示相關資料。
如:bug1:2 #0=No display,1=Generic list box,2=Editor 表示變數bug1為0不顯示NC代碼,為1顯示NC代碼的列表框,為3則進入NC編輯器。這是調試后處理文件的輔助工具,一般不需對其進行修改。
⑶ 格式描述 定義所使用變數的數據類型,在「格式指定」前必須先對變數進行「格式描述」。根據實際數控系統允許的數據格式,使用變數名和常量值對其進行修改。如圖2為變數Fs的格式描述。
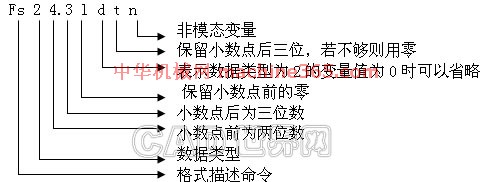
圖2 變數Fs的格式描述
⑷ 格式指定 指定變數的數據類型和該變數輸出到NC文件的前綴,輸出NC文件沒有使用到的變數可不指定。如:在「fmt Z 4 depth」切削深度變數指令格式中,ftm表示格式指定命令,depth為定義的切削深度變數,轉換成NC文件后,depth的前綴為Z,即切削深度的英文代碼Z,4為數據類型(整數,數值前沒有零)。
⑸ 初始值 執行後置處理程序時,指定特定的數值給程序已定義或用戶自定義的變數,要根據所用數控系統允許的各種技術參數來進行修改。如:omitseq: No(忽略程序段號?No)。
⑹ 定義問題 根據機床加工需要,插入一個問題給後置處理程序執行。
⑺ 字元串列表 字元串起始字元為S,可以依照數值選擇字元串。字元串可以由兩個或兩個以上的字元組成。字元串sg17,表示指定XY加工平面,NC程序中出現的是G17。
⑻ 表格查找 定義一個可查的表格,從所列表格的整數中能選擇所需的數值。如MV-610機床SINUMERIK810D系統的傳動裝置選擇表如下,由「格式指定」部分已指定齒輪換檔用字母M為前綴輸出。
flktbl 1 6 (「flktbl」定義查表,1為表的號碼,6為元素的個數)
40 0 (自動齒輪變換)
41 1 (齒輪1級)
42 2 (齒輪2級)
43 3 (齒輪3級)
44 4 (齒輪4級)
45 5 (齒輪5級)
這樣,可在表中查找齒輪為自動換檔及不同齒輪級數,NC程序則輸出M40及M41-M45。
⑼ 自定義模塊 它是一個獨立的程序段,每個后處理行可由一個或多個變數組成,變數之間用逗號分開,后處理行按NC程序結構作有組織的排列;它可以是公式、變數、特殊的字元串等。它是作為預定義的後置處理塊的一個變數來使用的。
⑽ 預定義的後置處理塊 在NC程序的文件開始、刀具更換、固定循環、文件結尾和刀具運動等部分,用預先定義的格式來組織、規劃。如FANUC系統鑽孔固定循環切削輸出為「G99(G98)G81 X_ Y_ Z_ R_ (P_)」,pst中表示為:
pdrlcommonb
pcanl,pbld,n,*sgdrlref,*sgdrill,pxout,pyout,pfzout,pcout,prdrlout,dwell,*feed,strcantext,e
pcom_movea
⑾ 系統問題 系統允許用戶對後置處理的設置作少量的修改。如:
81.Date rate(110,150,300,600,1200,2400,4800,9600,14400,19200,38400)?9600表示若直接用MasterCAM傳輸程序,其波特率為9600。
Pst文件中最複雜的是變數的使用。MasterCAM V6.0前的版本其後置處理部分採用了變數,而V7.0以上版本程序中已大量採用變數編寫pst程序,因此開發、定製pst文件就必須了解其變數的定義與用法。Pst中變數一般分為6組:位置變數、運動和刀具變數、補償和偏移變數、固定循環變數、雜項參數變數以及字元串和目標變數。
使用變數前需對變數先「格式描述」再「格式指定」,如在定製SINUMERIK810D系統孔加工循環格式中新出現了paaa等變數,pst中需預定義:
paaa # Force Z axis output
azabs = zabs
azinc = zinc
if absinc = zero, *azabs, ! zinc
else, *azinc, ! zabs
結合pst文件設置,Mp文件對nci文件進行讀取和處理,因此,了解nci文件和pst文件的格式和結構,是後置處理設計的基礎。
3.2 MV-610加工中心及NC編程的特點
MV-610加工中心為台灣歐馬公司生產的小型立式加工中心,刀庫容量為20把刀,採用盤式自動換刀裝置,刀庫只需作左右移動,以刀座編碼方式選刀,系統對刀庫中每個刀座編碼,換刀時,在換刀點先將主軸上的刀具取下,放到原來的刀座中,再取出程序指定的刀號,選刀動作與換刀動作是一個邊續的過程。但810D系統仍要求選刀程序和換刀程序放在兩個程序段中:
Na T12
Na+1 M06
該加工中心通電后,必須先返回參考點,才能招待其它動作,之後可不必每次返回參考點。但該機床是半閉環控制,機床主軸上下運動及工作台運動處在控制環之外,隨著加工過程的持續進行,機床主軸及工作台的移動會發生誤差累積,而機床主軸又必須返回到指定位置后才能換刀。因此有必要在每道工序完成後返回參考點。在編製返回參考點後置處理程序,還需考慮工藝性問題,Z軸應先返回參考點再XY軸同時回參考點,以避免碰刀。810D系統回參考點指令代碼為G74,輸出程序段為:
N_ G74 Z1=0
N_ G74 X1=0 Y1=0
該加工中心所配備的數控系統是德國西門子公司的SINUMERIK810D,SINUMERIK810D/840D是目前主要的數控系統之一,其編程指令與FANUC等系統相比有較大的差別:除G00-G99、M00-M99指令外,其中部分G、M代碼未指定功能,還增加了G110-G112、G820-G829、G500-G599等三位數字錶示的G指令;此外,縮寫的英文單詞,如TRANS/ATRANS(零點平移)、ROT/AROT(坐標旋轉)、MIRROR/AMIRROR(鏡像)、NORM/KNOT(接近和退出輪廓)、CYCLE(孔加工標準循環)等也成為重要的編程指令,使得SINUMERIK810D系統程序更加複雜。
3.3 MV-610加工中心專用後置處理文件的設計
對特定的數控系統和機床定製後置處理是相當複雜的,必須先了解機床用戶手冊、機床原點和各坐標軸的行程、各軸進給速度、主軸轉速範圍、機床控制和編程手冊、機床M代碼和G代碼、地址寄存器及其格式要求等情況的基礎上,對MasterCAM中的pst文件的預定義的6個基本模塊進行設計,再定製組成基本模塊的用戶自定義后處理模塊,接著修改或重新定義用戶自定義后處理模塊的變數。
810D系統文件開始與FANUC系統文件開始有很大的不同,包括設定程序名稱,並顯示編程日期、時間等註解;810D系統的輸出格式為:
%_N_ZK3_MPF
;PROGRAM NAME ? ZK3
;DATE=DD-MM-YY - 3-10-05 TIME=HH:MM - 16:50
N100G71
N102G0G17G40G90
pst中預定義的後置處理模塊為:
psof #Star of file for non-zero tool number
「%_N_」,*progno,「_MPF」,e
「;PROGRAM NAME -」,program,e
「;DATE=DD-MM-YY -」,date,「TIME=HH:MM -」,time,e
pbld,n,*smetric,e
pbld,n,*sgcode,*sgplane,「G40」,*sgabsinc,e
與FANUC系統鑽孔加工循環有很大的不同,810D系統的輸出格式為:CYCLE81(RTP,RFP,SDIS,DP,DTB);pst中預定義的後置處理模塊為:
pdrlcommonb #Canned Drill Cycle common call
n,*feed
n,「MCALL」,「 」,*sgdrill,「(」,initht,「,」,prdrlout,「,」,「5.」,「,」,paaa,「,」,dwell,「,」,「)」,e
n,pfxout,pfyout,「(」,pzout,「)」,e
pcom_movea
其中的用戶自定義后處理塊和變數也需重新定製和定義。
3.4 MV-610加工中心專用后處理實例
某零件在MasterCAM9軟體上鑽孔循環生成的810D系統的加工程序如下:
%_N_ZK3_MPF
;PROGRAM NAME ? ZK3
;DATE=DD-MM-YY - 01-03-05 TIME=HH:MM - 16:50
N100G71
N102G0G17G40G90
;TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 3.
N104T1
N106M6
N108G0G90G54X-60.Y96.A0.S600M3
N110Z10.F50.
N112CYCLE81( 10., 0.,5., -20., 20.,)
N114X0.
N116CYCLE81( 10., 0.,5., -20., 20.,)
N118X60.
N120CYCLE81( -20., 0.,5., -20., 20.,)
……
N166M5
N168G74Z1=0.
N170G74X1=0.Y1=0.
N172M30
%
4.結束語
採用按照上述方法設計的專用後置處理程序所生成的NC代碼,完全能夠處理輪廓、內槽、曲面以及各種孔加工的刀具路徑文件,不需人工作二次處理,可以在配有SINUMERIK810D系統的MV-610加工中心上直接應用,加工各種類型的零件;從而極大地提高了MasterCAM9編程效率,實現數控加工自動化。對其它的數控系統,也可參照該方法進行定製。