合肥工業大學材料科學與工程學院 柳月靜
摘 要:本文針對高鉻鑄鐵堆焊合金具有優良的耐磨損性能,開發研製了一種以廉價的B來代替昂貴的Mo、V等金屬元素的堆焊焊條。該焊條具有焊接煙塵小,煙塵中含對人體有害氣體極少,焊接過程中飛濺小,焊態硬度高,耐磨性好等優點。該焊條的研製成功降低了耐磨堆焊焊條的生產成本,同時改善了工作環境,較好的滿足了實際生產的需要。
關鍵詞:高鉻鑄鐵;堆焊;耐磨性
1 引 言
隨著我國工業的飛速發展,亟待開發多種新型的堆焊材料以滿足現行生產的需要。國內外目前開發的耐磨堆焊材料的種類較多,主要鐵基耐磨堆焊材料,鈷基耐磨堆焊材料,鎳基耐磨堆焊材料,合金鑄鐵堆焊材料,高鉻鑄鐵堆焊材料等。但這些材料中加入的W、Mo、V、Ni等金屬價格昂貴,焊條的成本也非常高。
B對堆焊合金有著較強的強化作用, 是化學性極為活潑的元素之一。它不僅同氮、氧有很強的親和力,還能和碳形成碳化物,如:B4C(或BC),與鉻、鐵等金屬形成極硬的硬質物,如:CrB、Cr2B、FeB、Fe2B等。這些化合物在堆焊合金中彌散分佈時,有利於提高合金的硬度和耐磨性,特別是微量的硼或硼化物在奧氏體中形成間隙固溶體,主要分佈在點陣缺陷處時, 其強化效果更好[1],[2],[3]。B會形成碳化硼,硼化鉻等硬質相,對提高焊條的耐磨性有很大的幫助。B的加入可顯著提高合金的耐磨性,但抗裂性下降,加入Ni可增加合金的韌性,降低裂紋傾向[4]。
應用在耐磨堆焊焊條的葯皮渣系主要有:CaO-CaF2-SiO2[5],CaO-CaF2 -TiO2[6],CaO-CaF2-TiO2-ZrO2[7],CaCO3 -CaF2-SiO2-TiO2,CaCO3-CaF2-石墨,CaCO3-CaF2-SiO2-稀土氧化物,以及鈦鈣型渣系。本焊條採用的基本合金系統為Cr-Mo-V-B-C,根據堆焊合金的需要再加入一定量的Mn、Si元素。
2 實驗過程
2.1 試驗材料
2.1.1 焊條焊芯
該焊條焊芯材料為H08A焊絲。
2.1.2 焊條葯皮
焊條葯皮由大理石、白雲石、螢石、稀土硅、白雲母、鈦白粉、金紅石、白泥、硅鐵、錳鐵、鈦鐵、石墨、鉻鐵、鉬鐵、釩鐵、硼鐵和鈉水玻璃等組成。
2.2 試驗方法
按照計算好的葯皮配方,手工搓製成焊條,並待焊條葯皮完全定型後放入箱式電阻爐中烘乾。
焊條烘乾後進行焊接,焊接時,先沿著試板(材料:A3)的中間連續縱向堆焊一道焊縫,冷卻敲渣后再堆焊第2層、第3層。
待焊接試樣空冷至室溫后,將試板的表面的熔渣打磨掉,用線切割機分別切出第1、第2、第3層焊道的試樣, 並將試樣磨平,為後續性能測試做準備,包括硬度測試、焊縫的金相觀察、抗沖蝕磨損實驗。
3 實驗結果與分析
3.1 焊條工藝性
通過焊接過程及焊后對焊縫的觀察,發現本焊條的穩弧性,引弧及再引弧性能都極好,焊縫成型性能和脫渣性能也比較好,且施焊時產生的煙塵也及對人體有害的氣體也不多。
3.2 合金元素在堆焊合金中的作用
3.2.1 鉬、釩在堆焊合金中的作用
圖1顯示了鉬含量對焊縫組織的影響。由圖1可得,隨著鉬含量的增加,焊縫組織明顯的變細。鉬屬於強化固溶體的元素,能減緩擴散過程的發生, 當合金中鉬含量較低時,鉬與鐵及碳形成複合的滲碳體;當鉬含量較高時, 則形成鉬的特殊碳化物,如MoC、Mo2C 等,對合金起到了強化作用。
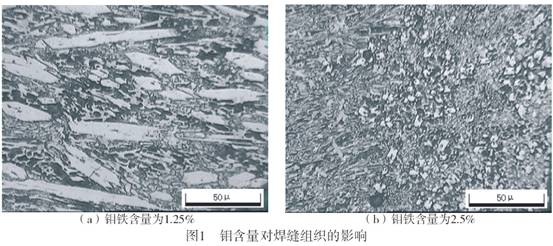
鉬含量對焊縫組織的影響
圖2為含釩鐵含量對焊態組織的影響。釩和碳、氮、氧有極強的親和力, 並與它們生成穩定化合物。由於釩的碳化物和氮化物的熔點都很高,在液態熔池金屬的凝固過程中很快成為結晶的晶核,從而使堆焊層的組織和晶粒得以細化,使堆焊層的強度、硬度和韌性都得到提高。
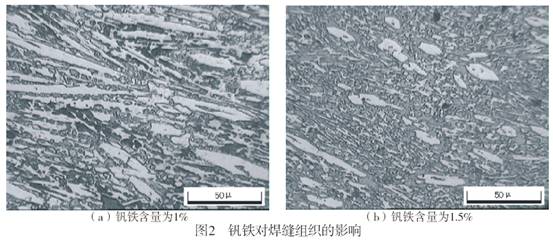
釩鐵含量對焊態組織的影響
3.2.2 硼在堆焊合金中的作用
固定鉬鐵含量為1.25%,釩鐵含量為1%,研究B對堆焊合金的影響。
B元素對堆焊層宏觀硬度的影響見表1。該堆焊合金中,當含硼量較低時, 由於硼與合金生成低熔共晶物,焊縫的表面易於出現少量的熱裂紋;當含硼量升高到一定值時,由於焊縫中出現了較多的低熔點共晶物而在晶界產生「癒合」作用,使熱裂紋消失;當含硼量進一步增加時,則由於V、Mo 等元素的作用,控制了焊縫中碳化硼的生成,過剩的硼將不能以硬質相的形式存在,而是偏析於晶界,增加了裂紋的敏感性,8#試樣的第一堆焊層即是因為裂紋原因而無法測其硬度。
B元素對堆焊層宏觀硬度的影響
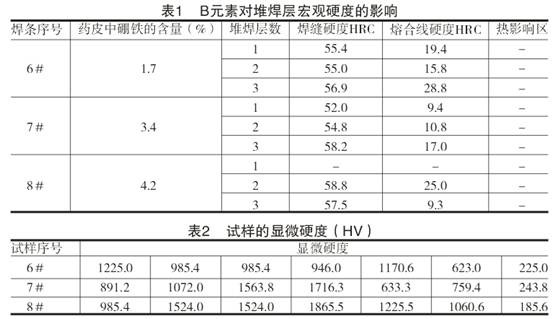
表2為6#、7#、8#三種試樣第3焊道的顯微硬度。表2數據基本上是按從焊道表面到熱影響區沿一條直接測出的遇到有硼化物或碳化物的地方,如圖3所示,硬度即會很高。此外,B與N生成高熔點的BN,既降低固溶在焊道金屬中N的有害作用,又作為焊道金屬凝固時的結晶核心,起到細化晶粒的作用,如圖3所示。
碳化物的分佈
圖4反應了不同的含硼量對焊縫組織的影響,由圖可知,在一定範圍內, 隨著含硼量的增加,晶粒變細,但含硼量過多時則可能產生裂紋。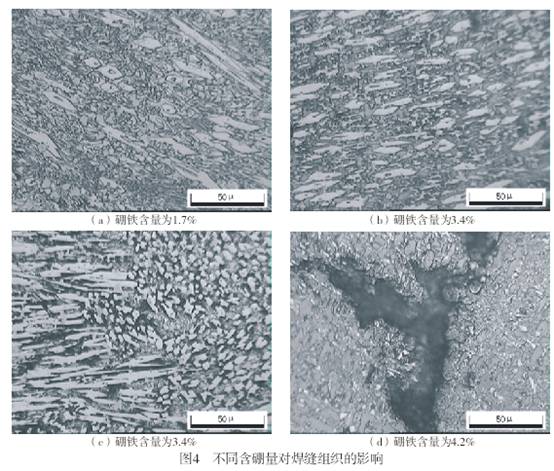
同的含硼量對焊縫組織的影響
3.3 堆焊合金的抗裂性能
本文利用直接觀察的方法對堆焊焊縫的抗裂性進行了觀察及分析,觀察裂紋出現的部位和出現的條數來分析堆焊合金的抗裂性。
經過觀察,產生的裂紋既有沿晶發展,比較曲折的熱裂紋,又有沿晶?穿晶發展兩種趨勢,且裂紋比較平直的冷裂紋。
該焊條焊接試樣中出現了與母材平行的裂紋,說明焊條葯皮成分的熱膨脹係數與母材相差太大。堆焊合金的線膨脹係數與母材相差比較大、硬度高、可塑性低,且所加入的能提高合金淬硬性的元素比較多,如Mo、Cr、B,使得堆焊焊縫淬硬性比較高,故焊后易於出現裂紋。圖5為多層焊中出現的裂紋,由圖可以看出其裂紋斷口粗糙不光滑,既有平直部分又有曲折部分,部分沿晶發展,部分穿晶發展,是冷裂紋和熱裂紋的綜合。
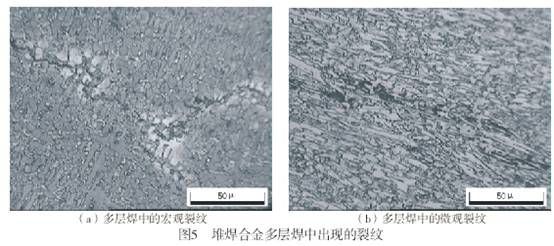
堆焊合金的裂縫
3.4 堆焊合金的耐沖蝕磨損性能
本文分別將所研製堆焊合金的焊態試樣6#、7#和8#的第三堆焊層進行沖蝕試驗,試驗條件為:實驗溫度為室溫,採用過30目篩的石英砂對試樣進行衝擊,採用氣體為壓縮空氣,氣流0.4MPa(即衝擊力為4kg),參比試樣是硬度為45~50HRC的淬火鋼(45 鋼)。試驗時先磨掉試樣表面的熔渣,使露出焊縫組織,沖洗乾淨並吹乾后在精度為萬分之一的電子分析天平上稱重,然後進行沖蝕試驗,每隔3min稱重一次。每次稱重時都要洗去試樣表面的沙粒,並用吹風機吹乾。相鄰兩次重量之差即為絕對磨損量。
沖蝕試驗的結果見表3與圖6所示。
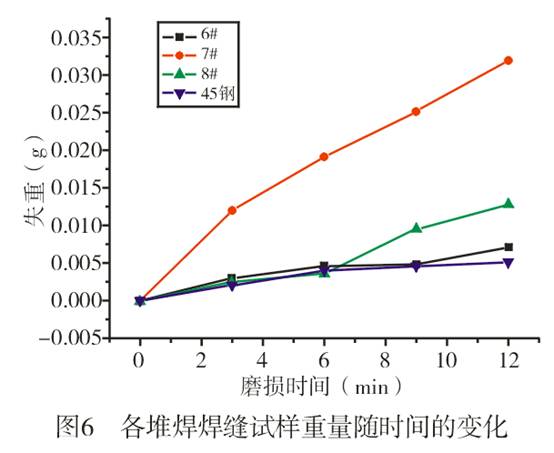
其中,相對耐磨性ε是堆焊合金與標準材料磨損量的比值,ε值越大, 表示堆焊件的耐磨性越高[8]。 ε=標準試樣的絕對磨損量/堆焊試樣的磨損量。 通過查閱資料可知:耐磨性是隨著宏觀硬度的增加而增加的。然而由表中數據,得出的結論是:隨著硬度的增加,耐磨性逐漸降低。經分析,原因主要有以下幾點:
3.4.1 試驗條件的限制:試驗時採用的是自製沖蝕磨損試驗機,氣體為壓縮空氣。因為石英砂的濕度稍大,常會出現停止漏砂的情況,而且每次試驗時,氣體的壓力調節也會有誤差,使試驗結果產生誤差。
3.4.2 磨損試樣本身存在差別:試樣脆性較大,在對試樣進行處理時,7#試樣被摔斷,使其沖蝕面積減小,而且其表面有較多的氣孔,耐磨性變差, 而6#試樣的表面質量是最好的,這也使試驗出現誤差。
3.4.3 沖蝕位置和方式的影響:本研究所研製的焊接焊縫試樣脆性較大,屬脆性材料。對於脆性材料來說,沖蝕角度為90°時,即石英砂垂直噴射在試樣表面時,磨損量是最大的。45鋼屬韌性材料,沖蝕角度越小,磨損量越大。在現有的試驗條件下,沖蝕時只能保持90°沖蝕,故45鋼很難磨損。
3.4.4 該焊接試樣脆性比較大,而韌性較差,這種材料在低應力磨損時耐磨性較好。但當硬度較高,衝擊力較大時,表面層就會出現崩裂,使得磨損嚴。45鋼為韌性材料,適合高應力磨損。本沖蝕試驗的沖蝕力為4kg,力比較大,使兩種材料的磨損程度不同, 造成試驗結果的不準確。 綜上所述,堆焊合金的耐磨性除了與合金的硬度有關外,還與其晶體結構、晶體取向、表面質量和服役條件有關。
4 結束語 4.1 該焊條的穩弧性,引弧及再引弧性能都極好,焊縫成形性能和脫渣性能也比較好,且施焊時產生的煙塵也及對人體有害的氣體也不多。
4.2 合金元素對本堆焊合金性能的影響具有多重性,在一定範圍內,隨合金元素含量的增加,堆焊合金的硬度會提高,但超過一定量時,反而產生不利影響。
4.3 本堆焊合金的焊態組織為馬氏體, 其內部分佈著大量的碳化物、硼化物、金屬間化合物等強化相,對提高堆焊合金的耐磨性有很大益處。 4.4 堆焊合金的硬度對其耐磨性有一定影響,基本趨勢是:硬度越高,耐磨性越好。除了硬度之外,影響耐磨性的因素還有晶體結構、晶體位相、合金的表面質量與服役條件等。
4.5 在高鉻鑄鐵合金中用B來代替Mo 和V等貴重金屬,可以形成碳化硼、硼化鉻等硬質相,在保證堆焊合金耐磨性的前提下,降低了焊條的生產成本。 由於實驗條件的限制,對耐磨性的測試不是很理想,後續工作中有待進一步研究。 參考文獻 [1] 尹士科. 焊接材料實用基礎知識 [M]. 北京: 化學工業出版社, 2004.39~51. [2] 孫珍寶,未譜藩等. 合金鋼手冊 [M]. 北京: 冶金工業出版社, 1984.86~97. [3] 吳政軍,季傑等. 鉻硼及硬質相形態在高溫耐磨堆焊合金中的作用. [J].瀋陽工業大學學報,1997,19(2),74 ~78. [4] 周振豐. 焊接冶金學(金屬焊接性)[M]. 北京: 機械工業出版社, 2002.36~45. [5] 李午申,張炳范,徐凱齡,宋慶義,宋炳章,孫舫. 免預熱耐磨堆焊焊條的研究 [J].焊接學報,1997,18(2),1~4. [6] 徐國建,葛景岩,顧玉熹. 抗齒輪耐磨堆焊焊條的研究及應用.[J]. 焊接,1995,(7):2~6. [7] 任登義,董建,鄒增大. 冷軋輥局部冷焊焊條的設計及其熔敷金屬分析. [J].焊接學報,1998,19(2):73~77. [8] 陳天佐,李澤高. 金屬堆焊技術.[M].北京:機械工業出版社,1990:3~102.