摘要:通過對幾個小型氣壓焊焊接鋼軌的實例分析,說明了不同廠家、不同批次氣體、非常氣候條件會對小型氣壓焊質量產生影響;不同鋼種的鋼軌對小型氣壓焊加熱器參數有不同的要求。提出了遇到上述問題應採取的措施,並在試驗或正式焊接中驗證了這些措施實施的效果。
關鍵詞:氣壓焊 質量 應對措施
雖然工地接觸焊正在推廣,鋁熱焊技術日益成熟,但小型氣壓焊(以下簡稱氣壓焊) 仍為無縫線路施工現場焊接的主要方法。與工地接觸焊相比,氣壓焊的設備、機具比較輕便;與鋁熱焊相比,氣壓焊接頭力學性能好。但氣壓焊受設備狀態、焊接材料、人員素質等影響較大。某一環節出現問題,則會影響焊接質量。因此,應加強過程式控制制,以保證焊接質量。
1 氣體質量對焊接質量的影響
氣壓焊使用乙炔及氧氣。目前氧氣大部分為液氧分裝,少部分為制氧機制氧,生產廠家一般為較大型企業,質量比較穩定。而乙炔質量差異較大。
1、1 綏佳線焊縫斷裂
綏佳線鋼軌焊縫斷裂,材質為鞍鋼U71Mn ,60 kg/Pm ,全長淬火鋼軌,斷裂時間為1999 年11 月2 日。
1、1、1 原焊接過程
1) 焊接參數:氧氣壓力為0.13 MPa ,乙炔壓力0.11MPa ,氧氣流量216 m3/h ,乙炔流量412 m3/h ,加熱時間4 min 20 s。
2) 加熱器編號HH2012。
3) 當時加熱過程中,火焰雜訊異常,時有油狀物析出,3 min 左右軌頭表面開始呈熔化狀,頂鍛被迫提前。
4) 氧氣生產廠為哈爾濱鐵路氧氣廠,乙炔生產廠為黑龍江省綏化市某一小廠。
1.1.2 斷裂分析
1) 外觀檢查
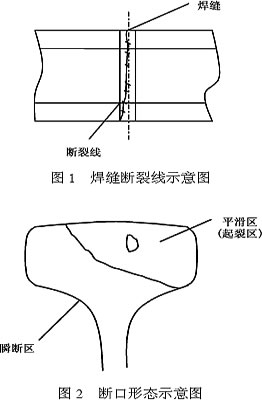
焊縫斷裂線見圖1 ,斷口形態見圖2。斷口分兩區,頭部大部分為平滑區,以下為瞬斷區。瞬斷區可見到明顯的人字紋花樣,人字紋尖端指向軌頭平滑區與瞬斷區相交處。
2) 微觀檢驗
在光學顯微鏡下,無法分清組織特徵。掃描電鏡下觀察平滑區、瞬斷區組織為細珠光體。掃描電鏡下觀察平滑區上有較光滑的小平面與大小不等的孔洞及顆粒,見圖3。對平滑區進行能譜分析,未見雜質元素。瞬斷區為準解理斷口,見圖4 ,能譜分析未見成分偏差。
3) 斷裂原因分析
因乙炔質量問題引起火焰異常,使加熱鋼軌時溫度梯度異常,頂鍛提前終止,軌頭所形成的熔融狀表層中只有周邊很窄的區域焊合。軌頭大部分區域未形成金屬鍵結合(未焊透) ,在外力作用下,焊縫軌頭未焊透處開裂,並向下擴展,快速斷裂。
1、2 京哈線( 長濱線) 氣壓焊軌底角低塌現象處理。
2003 年5 月1 日,長濱線小型氣壓焊焊接時,發現加熱器加熱效果異常后停止長軌焊接並檢驗焊接試件。

1、2、1 第一次試焊
焊接時間為2003 年5 月1~2 日;U75V 60 kg/m;加熱器編號HH2016 ;輸入氧氣壓力0155 MPa ,輸入乙炔壓力0.13 M/a ,輸出氧氣壓力0.13 M/a ,輸出乙炔壓力0.12 M/a ,氧氣流量2.7 m3/h ,乙炔流量4.2 m3/h ;各試件單獨記錄:1 # 焊接時間為9 min (軌底角向下塌陷嚴重) ,2 # 焊接時間8 min 10s (軌底角向下塌陷嚴重) ,3 # 焊接時間6 min 30 s (軌底角向下塌陷嚴重) , (注:焊前乙炔瓶內壓力1.38 M/a) ,4# 焊接時間5 min 54 s (軌底角向下塌陷嚴重) ,焊完3 # 試件后乙炔瓶內壓力為0.9 M/a ,5 # 焊接時間6 min 44 s (軌底角向下塌陷嚴重,焊縫軌頂面測溫為1 260 ℃) (注①:焊后乙炔瓶內壓力1.2 M/a ,②:1# ~5 # 乙炔為哈爾濱化工二廠制,同一批灌裝。) 。
落錘試驗結果(鎚頭高314 m) 。1 # 落錘試驗2 次錘擊未斷;3 # 2 次錘擊未斷;5 # 2 次錘擊斷,未見焊接缺陷,斷口晶粒正常。2 # 靜彎試驗反壓1 350 kN未斷;4 # 靜彎試驗反壓1 460 kN未斷。
1.2.2 第二次試焊
焊接時間2003 年5 月3 日;乙炔為哈爾濱化工二廠制,為新一批灌裝;加熱器編號HH2016 ;鋼軌為60 kg/mU75 V;除焊接時間外,其餘同1# ~5# 試件;6# 焊接時間4 min 55 s ,焊縫外觀正常;7# 焊接時間4 min 50 s (注:推瘤時,推傷焊縫) ;8# 焊接時間4 min 57 s。
試驗結果。6 # 落錘試驗2 次錘擊未斷;7 # 落錘試驗2 次錘擊未斷;8 # 落錘試驗2 次錘擊未斷。割口打斷,未見焊接缺陷。
因此,乙炔氣體的質量與焊接質量密切相關。不同廠家的乙炔質量相差較大,同一廠家不同批號的質量也有差異。為保證焊接質量,應使用大型企業生產的乙炔氣,換批次時,應先做焊接試驗。
2 焊接作業環境對焊接質量影響
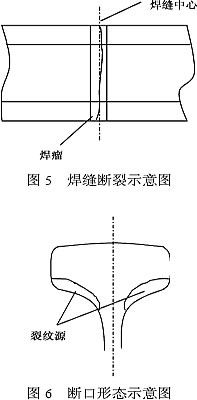
濱北線氣壓焊斷頭原因分析1999 年11 月28 日哈局管內濱北上行線K28 + 200m處,插入膠接絕緣鋼軌的氣壓焊焊頭斷裂。焊縫斷裂線見圖5 ,斷口形態見圖6。
焊接時間1999年10 月29 日,鋼軌類型為俄羅斯M76B、65 kg/m ,斷裂時間1999 年11 月28 日,焊接參數:加熱時間為5 min 20 s ,其餘同U75 V。
該處是為插入膠接絕緣鋼軌而焊接的,線路封鎖時共焊接4 個焊頭,斷裂的焊頭為最後一個焊頭。焊接前氣溫為6 ℃左右,對軌時天氣驟變,大風降溫,幅度近8 ℃,焊接作業繼續進行,並仍使用推凸刀除瘤。此時頂鍛器未保壓。
因突然降溫,長鋼軌產生較大的拉應力,推凸除瘤時,焊縫溫度在900 ℃以上,此時焊縫結合強度很低,頂鍛器未保壓,致使焊縫被局部(裂紋源) 拉開,在車輪衝擊及鋼軌應力作用下,焊頭快速斷裂。
在氣溫(軌溫) 較低時或降溫較快時,應使用保壓推凸或用除瘤槍除瘤。
3 不同鋼種對加熱器的不同要求
1) 2002 年開始焊接PD3 (U75V) ,最初焊接試件時,未對用於試焊的2 套加熱器進行任何調整,這2 套加熱器用於鞍鋼U71Mn、包鋼U74 鋼軌焊接時,焊接質量良好。第一次試焊15 個試件,超聲波探傷時發現4 根試件軌底角有傷波。經落錘試驗,這4 根試件中2 根一次錘擊斷;1 根二次錘擊斷;1 根二次錘擊未斷。經斷口檢查,一次錘擊斷的試件軌底下角處有過燒現象,過燒面積2 mm2 左右,二次錘擊斷的,軌底上角也有過燒,但面積較小。第二次試焊5 根試件時,探傷仍發現1 根軌底角有傷,經落錘試驗檢查斷口,確有過燒缺陷。
2) 過燒為加熱時局部溫度過高而引起的。這可能與U75 V 的導熱率與U71Mn、U74 有一定差異有關。經研究分析,決定將加熱器軌底角處的3 個火孔(兩側共6 個) 直徑縮小(約縮小10 %) ,以減少對軌底角的熱輸入。
第三次試焊5 根試件,探傷未發現軌底角有缺陷,落試驗未見過燒等缺陷。后再焊10 根試件,均未發現軌底角缺陷。2002 年4 月開始在京哈線現場焊接的324 個接頭中,探傷時未發現焊縫軌底角有過燒缺陷。
3) 不同鋼種的鋼軌對加熱器可能有不同的要求,因此,若鋼種改變,應對加熱器或加熱參數加以調整。