關鍵詞:MIG/MAG 數字化 焊接電源 可靠性 控制
前言:弧焊技術作為現代焊接技術的重要組成部分,它的應用範圍幾乎覆蓋了焊接生產的所有領域。MIG/MAG焊接技術同樣是弧焊技術的重要組成部分。隨著工業的飛速發展,市場競爭愈來愈激烈。各生產廠家為了提高市場競爭力,更加迫切需要可以焊接出高質量焊縫又能夠經久耐用的焊接電源,可以適用多種不同材質和不同厚度的金屬,易於使用者操作。並且能適用高效焊接,實現人機對話,對整個焊接過程進行檢測,判斷,控制等。CLOOS公司MIG/MAG焊接電源對以上的問題有自己獨特的見解,很好的解決了這些問題,並且在一定的程度上有了更大的突破。
1 焊接數字化控制技術
數字化焊接是用計算機技術控制焊接設備運行時的狀態,使其滿足和達到焊接工藝所提出來的要求,以得到高質量的焊縫。
德國CLOOS焊機是世界上最早採用數字化控制的多功能MIG/MAG焊機,在焊接電源的歷史上始終處於領先地位。現在CLOOS焊機在同類產品中擁有較大的用戶群,用戶對其功能多樣性、豐富實用的專家程序、長期可靠性、經久耐用性給予了很高評價。
CLOOS MC4 、 MC3 、 QUINTO系列多功能焊機都是一種智能化的焊機。只要使用者設定被焊材料的相關參數,焊機的「大腦」會自動調節焊機輸出無飛濺的最合適的焊接規範。QUINTO焊機里可以最多儲存20000條焊接程序,和100多條一元化焊接曲線供操作者調用。而其他的焊機都可以儲存100條焊接程序,和100多條一元化焊接曲線供操作者調用。
( 圖略 )
焊接參數一元化曲線
CLOOS MC4 MC3 QUINTO系列多功能焊機微處理器控制的數字化焊接電源可以實現MIG/MAG,TIG和手工電弧焊,MIG釺焊的工藝。當多人使時個人訪問鑰匙能夠使操作者進行個人操作和信息管理。可以移動的控制面板,既可以固定使用也可以取下遙控使用,相當的人性化。
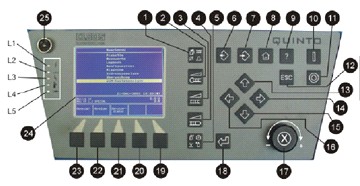
焊機操作面板
2 完美的工作——完善的焊接特性
低飛濺起弧——SPAZ功能是CLOOS公司保證穩定的低(SPAZ)飛濺起弧的專利技術,限制起弧電流可以提高導電咀的壽命,減少飛濺危害,提高送絲穩定性。
焊絲削尖——在焊接結束時具有穩定的回燒,保證再起弧時穩定可靠和低飛濺。
雙脈衝——焊機中內置的CLOOS雙脈衝系統可以增加熔深和改善成型。雙脈衝不僅僅用於焊鋁,還用於焊接其它材料如結構鋼,CrNi鋼。
U/I和I/I調製:
U/I脈衝調製:可保證在中大規範時穩定和良好的熔透,和材料無關。
I/I脈衝調製:是小規範下的工藝控制方法,如焊薄板焊接參數:起弧,主規範,收弧規範,第一脈衝規範可分別調定
推拉絲:在手焊時可加長電纜,擴大工作半徑 (選配)
氣體流量感測器:監控和顯示氣體流量 (選配)
自動焊介面:機器人和PLC控制介面 (選配)
WDM:焊接數據管理分流是管理程序和一元化曲線windows生成PC軟體 (選配)
3 優良的可靠性與穩定性
CLOOS公司在MIG/MAG焊電源部分憑藉多年來的市場經驗和原始的積累並不主張大功率的焊接電源使用原端逆變的技術。他們認為這種大功率的焊接設備主機結構採用原端逆變可靠性較差。直接通過三相整流,電容,開關到變壓器的這種原端逆變式電源,在高電壓通過逆變器時,逆變器中的一些電子元件(包括線路板)很難承受這種高壓持續不斷的衝擊,影響正常使用縮短壽命。正是由於這些方面的願因,很多逆變焊機的故障率都比較高。兩年前歐州曾經有專家在市場上做了一項研究(包括中國市場)。沒有多少供應商能夠保證自己的逆變焊機在用戶手中使用一年之後不出現故障,其中包括一些國際知名的大公司也同樣如此。
CLOOS公司根據市場的需要,投入大量的資源研製出來的獨有的大功率次級逆變焊機,通過在市場上多年來的應用驗證。其完美的焊接特性和優良的可靠性使廣大用戶讚不絕口,在市場上一直保持領先的優勢。據調查CLOOS的MIG/MAG弧焊設備在有的廠家使用時間超過了十年,其性能仍然良好,沒有故障現象。
CLOOS公司在焊接電流大於350A的MIG/MAG焊機(MC3、QUINTO系列)中採用次級逆變技術,在焊接小於350A的MIG/MAG焊機(MC4系列)中採用原端逆變技術。
CLOOS公司的大功率次級逆變焊機的原理是當電流進入焊機時先通過變壓器,以獲得需要的穩定的低電壓。低壓進入逆變器進行整流等相關工作。這樣大大的提高的逆變器的壽命,提高了可靠性。(如圖)
a 原端逆變焊機循環的工作原理
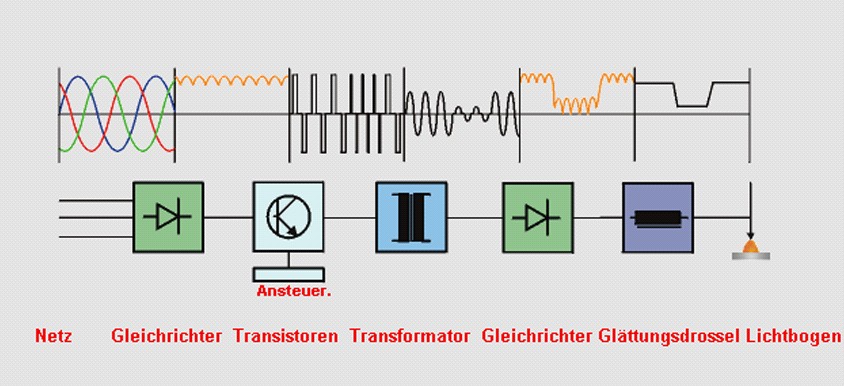
交流電 整流器 晶體管 變壓器 整流器 濾波器 電弧
b 次級逆變焊機循環的工作原理
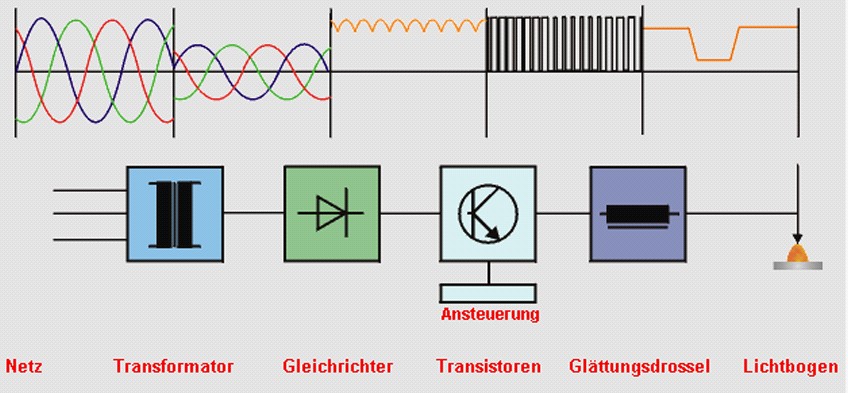
交流電 變壓器 整流器 晶體管 濾波器 電弧
綜上所述,好的焊接電源不僅僅需要輕便靈活,更需要人性化,智能化,非常高的可靠性。德國CLOOS公司以人為本,綜合考慮廣大用戶需求,提供了性能卓越、經久耐用的數字化焊接電源。