
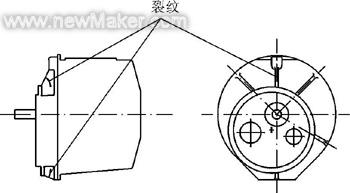
我公司外購配套的一台TY165推土機用變速器,在裝配時發現箱體上有兩處裂紋,位置見圖1,因工期需要,經過研究論證決定進行焊接修復。
1 箱體焊接性分析
箱體材質是HT250,S、P等有害雜質含量較高,焊接接頭髮生裂紋的敏感性較大。由於焊接熔池凝固快,焊縫及近縫處極易產生脆性組織,其強度低、塑性差。另外,焊接時局部加熱不均勻,以及快速冷卻易產生較大的焊接應力,也會導致焊縫及近縫區域產生裂紋。因此,要保證修復質量就必須制定合理的補焊工藝和嚴格的焊接規範。
2 焊接方法及焊接材料
根據公司的設備狀況,決定使用CO2氣體保護焊進行修復,其優點在於操作簡單、效率高、經濟可行,更主要的是CO2氣體在電弧高溫下分解出原子態氧,具有很強的氧化性,焊接時能使母材過渡到焊縫中的碳大部分燒損,從而避免了焊縫中白口和淬硬組織的出現,焊縫不易出現裂紋。焊機選用KR-200型,焊絲選用H08Mn2SiA,直徑Φ0.8 mm。
3 焊前準備
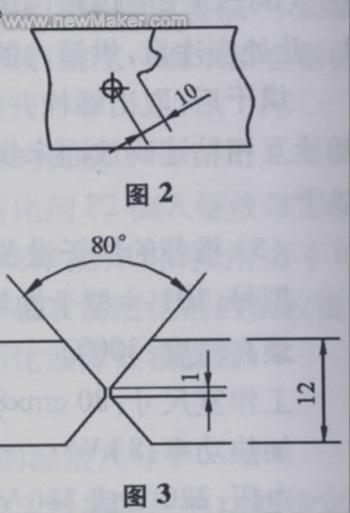
(1)清除焊縫表面的油漬及其它雜質,用著色探傷的方法找出裂紋終點。
(2)在終點前10 mm處用手電筒鑽鑽出直徑10 mm的止裂孔,如圖2所示。
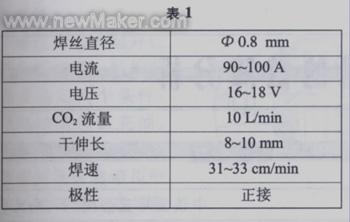
(3)用角向砂輪在裂紋處開出較大的坡口來降低熔合比,減少焊縫中S、P等成分的增加。坡口尺寸見圖3。
(4)焊前須檢查焊絲表面,不得有水分、油污等雜質,這是由於CO2氣體保護焊對鐵鏽的敏感性不太高,但對水分、油污等雜質特別敏感,易產生氣孔等焊接缺陷。
(5)由於箱體已經裝配,故需對坡口周圍進行預熱,以清除鑄件中石墨所吸收的油漬及潤滑脂,直到不再滲出油漬為止。
4 焊接工藝
(1)為減小白口和熱影響區的寬度,採用小直徑焊絲,較快焊速,較小的焊接規範(見表1)。在通常情況下,使用CO2氣體保護焊,極性選擇常選用反極性,即負極接於母材上,目的是為增加熔深。而此時系堆焊修補,為減小熔合區和熔深,故選用正接方式。
(2)採用短焊縫,斷續焊,分散焊。因隨焊縫的增長,縱嚮應力增大,焊縫發生裂紋的傾向也越大。故每次焊縫長度確定為20~24 mm左右。當焊后的箱體尚處於較高溫度,塑性最好時,立即用帶圓角的小錘快速錘擊焊縫,使焊縫金屬承受塑性變形,以降低焊縫應力。
為了盡量避免焊補處局部溫度過高,宜採用斷續焊,待焊縫的熱影響區冷卻至不燙手時(50~60℃),再焊下道焊縫。必要時也可採用分散焊,即不在固定部位連續焊接,焊完一段馬上到另一處再焊一段。這樣可以更好地避免焊補區溫度過高,以避免裂紋發生。
(3)採用多層多道焊接,每層厚度控制在2~3 mm左右。
(4)直線運條,不擺動,每焊完一段熄弧時,須將弧坑填滿,並把電弧引至引弧處熄滅。
5 焊后處理及檢測
(1)焊後用石棉布覆蓋在焊接區域,以減緩冷卻速度。
(2)待冷卻至室溫時,將焊接區域清理乾淨,先用低倍數放大鏡檢查,未見裂紋。
(3)再將滑石粉撒在裂紋處,用手錘輕敲,也未見裂紋。
經補焊修復的變速器已裝車使用上千小時,未見異常。實踐證明,採用此工藝及焊接規範,冷焊修補鑄鐵件的裂紋是行之有效的。