1 範圍
本規範參照機械製圖新老系列標準GB/T4458.x-2003和GB/T4458.x-1984。總結出常用地方的差別,特別是在標註和圖紙的簡化畫法上。
2 規範性引用文件
下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其隨後所有的修改單(不包括勘誤的內容)或修訂版均不適用於本標準,然而,鼓勵根據本標準達成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用於本標準。
GB/T 4458.1-2002 《機械製圖圖樣畫法 視圖》
GB/T 4458.2-2003 《機械製圖裝配圖中零、部件序號及其編排方法》
GB/T 4458.5-2003 《機械製圖尺寸公差與配合注法》
GB/T4458.4-2003 《機械製圖_尺寸注法》
GB/T4458.6-2002 《圖樣畫法 剖視圖 斷面圖》
GB/T4457.2-2003 《技術製圖圖樣畫法 指引線和基準線的基本規定》
GB/T 14691-1993 《技術製圖字體》
GB/T4458.2-1984 《機械製圖 裝配圖中零、部件序號及其編排方法》
GB/T4458.4-1984 《機械製圖_尺寸注法》
GB/T 4458.1-1984 《機械製圖圖樣畫法 視圖》
GB/T 4458.5-1984 《機械製圖尺寸公差與配合注法》
GB/T 16675.2-1996 《技術製圖簡化表示法》
3 內容(3.1和3.2為新執行標準,3.3根據GB/T16675.2-1996簡化畫法和公司部分產品提出的參考意見。)
3.1 根據GB/T4458.4-2003標註尺寸應符合下表後者的規定,前面為元素含義及相應老標準。
| 序號 | 含義 | 老標準 | 新符號或縮寫詞 |
| 1 | 球直徑 | 球φ | Sφ |
| 2 | 球半徑 | 球R | SR |
| 3 | 厚度 | δ | t |
| 4 | 均布 | 均布 | EQS |
| 5 | 45°倒角 | 45° | C |
| 6 | 幾個相同元素連接符號 | - | × |
| 7 | 正方形 | 正方形 | □ |
| 8 | 深度 | 深度 |
|
| 9 | 沉孔或鍃平 | 沉孔或鍃平 |
|
| 10 | 埋頭孔 | 埋頭孔 |
|
| 11 | 弧長 | 弧長 |
|
| 12 | 錐度 | 註:注法改變 |
|
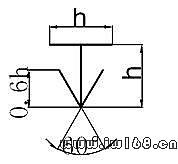
註:符號的比例畫法如下,其中h為字體的高度。部分可以參照GB/T18594-2001有關規定。
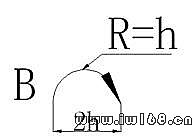
(圖1正方形) (圖2 深度符號)
(圖3沉孔或鍃平) (圖4埋頭孔)
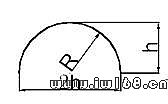
(圖5弧長) (圖6旋轉符號,箭頭大小為字高)
我們在作這些符號時,把它作成塊,在插入時適當放大或縮小比例即可。
3.1.1 在標註球面的直徑或半徑時,應在符號“φ”和“R”前再加註符號“S”。即“Sφ”表示球直徑,“SR”表示球半徑。圖7 、圖8位新舊對照。
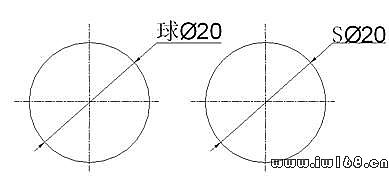
圖7
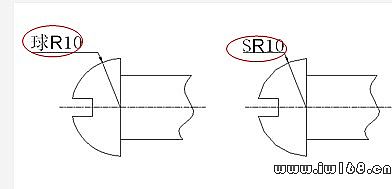
圖8
3.1.2 新標準中板材的厚度用“t”表示,取代了舊標準中的 “δ”。如:材料“SCδ2.0”變為“SC t 2.0”。
3.1.3 新標準中對於零件中均勻分佈的元素,用“EQS”代替了“均布”二字。如圖9:
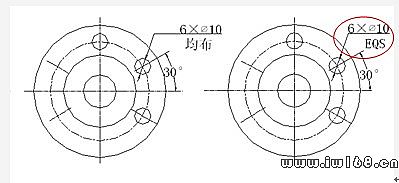
圖9
3.1.4 對於45°倒角變為字母“C”,如:1×45°變為C1;有兩處1×45°的標註為2C1; 2×45°變為C2.下圖10是其標註形式。
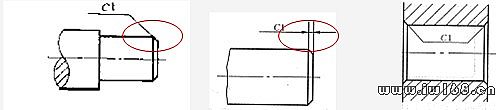
圖10
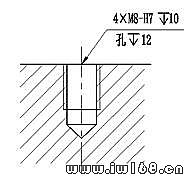
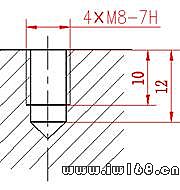
3.1.5 新標準中對零件圖紙中幾個相同的元素,其標註也發生了改變,符號“-”改變為“×”。如“7-φ4.8” 在新標準中標註為:“7×φ4.8”,下圖為分配器(FPQ-42)的部分尺寸。新標準標註將發生了改變,見圖11
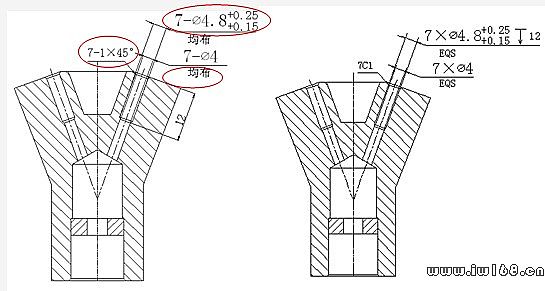
圖11
有四點發生了變化:(1) 符號“-”改變為“×”;(2)“均布”變為“EQS”;(3)1×45°變為C1(45°倒角用C表示);(4)孔深度可以用  表示,這裡可以用這種方法標註,也可以按照左圖的普通注法。上述方法標註表示φ4.8的孔深度為12。
表示,這裡可以用這種方法標註,也可以按照左圖的普通注法。上述方法標註表示φ4.8的孔深度為12。
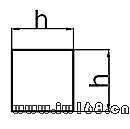
3.1.6 對於正截面為正方形的結構,在正方形邊長尺寸前加“□”或以 “邊長×邊長”的形式標註其尺寸。如圖12:
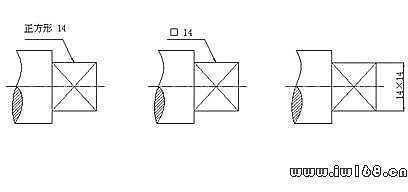
圖12
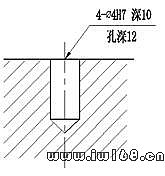
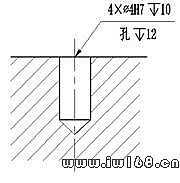
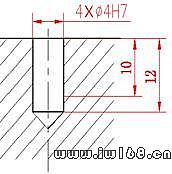
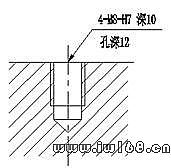
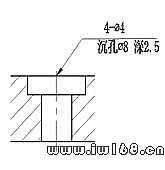
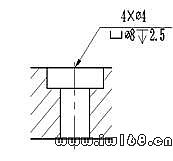
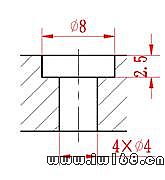
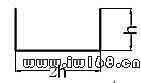
3.1.7 孔的深度可以用  表示,沉孔或鍃平孔用
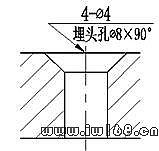
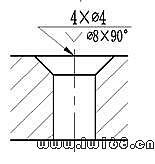
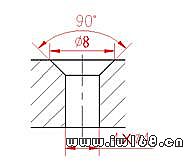
表示,沉孔或鍃平孔用  表示,埋頭孔用
表示,埋頭孔用  表示。兩種注法均可,只是在旁註法中符號發生改變。
表示。兩種注法均可,只是在旁註法中符號發生改變。
| 類型 | 旁註法 | 普通注法 | |
| 改變前 | 改變后 | ||
| 光孔 |
|
|
|
| 螺紋孔 |
|
|
|
| 沉孔 |
|
|
|
| 埋頭孔 |
|
|
|
3.1.8 標註弧長時,應在尺寸數字左方加註符號 。如下圖13:
。如下圖13:
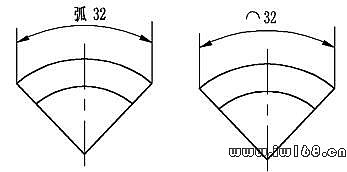
圖13
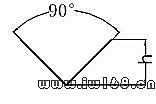
3.1.9 錐度的標註方法改變了,如下圖示:
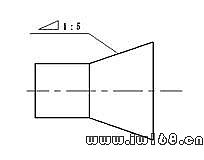
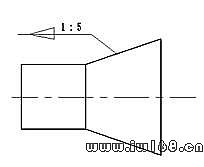
(圖14以前標註) (圖15新標註)
3.2 局部視圖表示將發生改變。
3.2.1 對局部視圖和斜視圖的表示,用箭頭,字母表示其投射方向和位置,省略漢字“向”。如下圖16示:
圖16
3.2.2 零件圖中有兩個或兩個以上圖形相同的視圖,用箭頭、字母、數字錶示其投射方向和位置,省略漢字“向”。如下圖17所示:
圖17
3.2.3 斷面圖在必要的時候可以將其移出的斷面配置在其他的位置。在不引起誤解的時候,允許將其視圖旋轉,其標註形式變為,如下圖18、圖19:由以前的“旋轉”二字變為“ ”。
”。
圖18
圖19
3.3 尺寸簡化標註法有利我們規範簡化圖紙。(詳細請參照GB/T 16675.2-1996 簡化畫法 尺寸注法)
3.3.1 在沒有足夠的位置畫箭頭或標註數字時,可以用下形式標註(圖20所示),允許用圓點或斜線代替箭頭。
圖20
3.3.2 標註參考尺寸時,應將尺寸數字加上圓括弧“()”。
3.3.3 在同一圖形中,尺寸數值不同而又重複的同一要素,(如:孔等),可以採用標記或標註字母的方法標註其尺寸,也可以用列表的形式表明其尺寸。
3.3.3.1下圖21是用字母輔助標註其他孔尺寸。
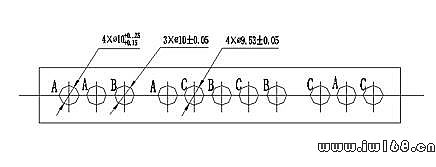
圖21
在我們的電控安裝板上,有很多的孔,大小差別不大,數量很多,下面是一個電控安裝板的孔的大小尺寸。圖中有φ3.3,φ4,φ4.5,φ5,φ6的孔(請放大顯示比例看圖)。如果我們用普通標註法(圖 22 ),將給看圖者帶來很多不便,很難去找相同尺寸的孔。
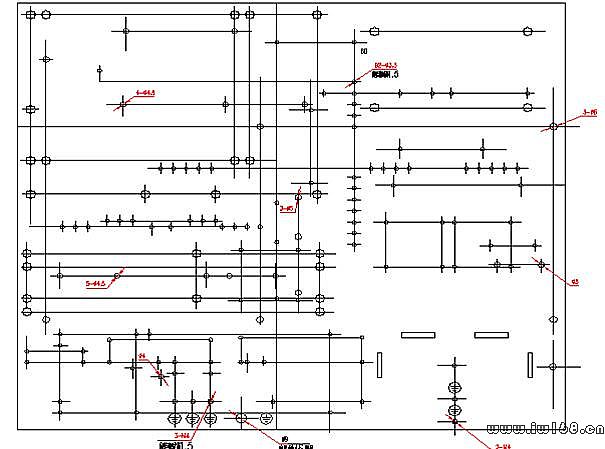
圖22
如果我們用相同字母標示同大小的孔,(用字母A表示φ6,B表示φ4.5,C表示φ5,D表示φ4,而φ3.3的孔有92個我們不標示。)那樣會有效提高我們的讀圖效率( 圖 23)。
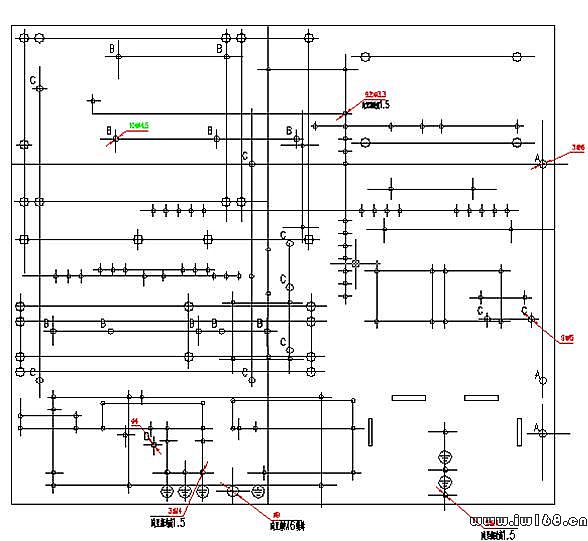
圖23
3.3.3.2用標記標註其尺寸,如下圖24;
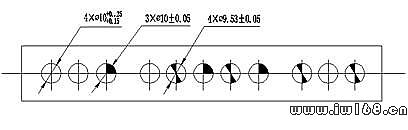
圖24
也可以列表表示。特別是蒸發器邊板上,孔的大小差別不大,且孔很多,還有翻邊孔。如圖25,如果用列表標註將一目了然。如下圖26,對翻邊孔和其他孔的布局就很清晰了。
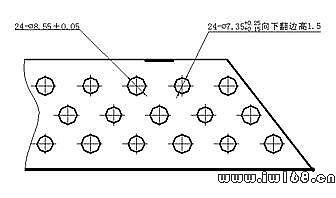
圖25
下面我們用列表形式標註一下:我們將很清晰區分。圖26 所示:
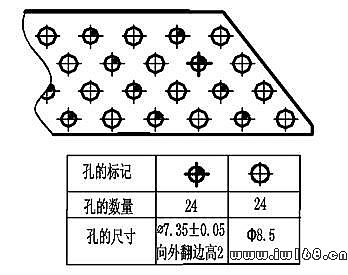
圖26
附錄
本標準同時參照《機械製圖手冊 第3版》---機械工業出版社