汽車車身製造過程中通常需要各種小總成裝焊夾具、分總成焊裝夾具和車身總成裝焊夾具總共近百套,並在這些夾具上打3000~5000個焊點。
汽車焊裝夾具與其他夾具相比,其定位夾緊組件型面複雜、精度要求高、設計製造難度大。另外,由於汽車零件尺寸大、板料較薄,定位組件無法做成整體結構,一般是採用獨立的定位塊和定位銷,安裝在整體BASE板上。在日常工作中,如果出現夾具定位元件位置發生偏移、定位元件磨損和夾鉗夾緊力不夠等現象,將導致零件扭曲變形,引起定位偏差,造成零件間隙位置的變動,最終將導致裝配尺寸誤差加大和構件受力狀態的惡化,直接影響到白車身的精度、質量和安全性。
保障焊裝夾具在使用過程中的精度,是各生產廠家在保證車身精度工作中最關注的問題之一,只有對夾具進行有效的管理才能保證夾具精度減少白車身形狀尺寸偏差,提高車身製造精度。
我公司在焊裝夾具使用過程中的管理方針是:日常維護+定期維護,查出異因,採取措施,加以消除,預防出現,納入體系(見圖1)。

圖1 焊裝夾具使用過程中的管理思路
本文僅從日常維護和定期維護入手進行以下簡單的介紹,並通過白車身精度檢測為手段來驗證和管理焊裝夾具的效果,並能及時反饋有關信息來促進焊裝夾具的有效管理。
日常維護
我公司焊裝夾具的日常維護分為夾具5S、夾具狀態和班前點檢(見圖2)。

圖2 焊裝夾具的日常維護
1.夾具5S
企業推行5S的作用:提高有效工作時間、減少浪費、保證品質、保障安全、提高效率、增強企業競爭力以及提升企業形象。焊裝夾具5S管理的主要項目有:區域劃分定位放置、清除焊渣、整理零亂的氣管以及保證接觸面完整清潔等。
2.班前點檢
夾具開始工作前的檢查項目主要是檢查動力裝置(如氣源壓力、氣管、氣缸和啟動開關)夾具工作狀態(如定位銷、定位塊、緊固螺絲和潤滑狀況等)是否正常,每次夾具開始工作前都必須檢查,以防止遺漏,並需填寫夾具開始工作檢查記錄表並建立檔案,收集有關定位元件的形狀磨損數據。
3.夾具狀態確認
現在汽車廠家多為柔性化生產線,對混線生產或一套夾具通過切換生產多種產品的夾具,要在生產前確認狀態。不誤用夾具或錯用定位元件,並保證切換前夾具的工作狀態(如定位銷、定位塊和緊固螺絲等)處於最佳狀態,防止產生因人為原因造成產品誤差。
定期維護
我公司焊裝夾具的定期維護分為夾具預防性維護、預見性維護和車身精度測量。
1.夾具預防性維護
預防性維護是指為消除設備失效和生產的計劃外中斷的原因而策劃的措施,作為製造過程設計的一項輸出,主要內容是定期檢查和保養,其目的在於發現產品的隱蔽功能故障,保障夾具規定的性能,防止夾具多重故障的發生。夾具定期檢查和保養是建立夾具開始工作前檢查基礎之上即班前點檢,主要是針對夾具機能方面進行檢查和保養,發現不良及時修理,防止因累計不良而造成夾具重大不良,從而影響車身的精度造成生產過程的中斷。如氣路三聯件、氣管、氣缸、啟動開關、潤滑狀況、銅套、夾緊器和限位元件等。
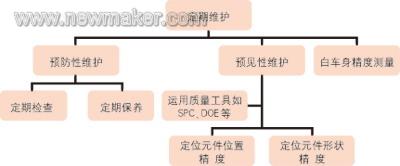
圖3 焊裝夾具的定期維護
2.夾具預見性維護
預見性維護是指基於過程數據,通過預測可能的失效模式以避免維護性問題的活動。經驗告訴我們:具有潛在故障特徵或者存在耗損機理的機械、機電和電子部件,存在隱蔽故障形式的部件,是考慮預見性維護對象的出發點。我們對夾具的預見性維護點主要考慮定位元件(定位銷、定位面)的精度,它是基於夾具預防性維護的基礎上開展的。定位元件是夾具中最主要的組成元件,它保證著被裝配零部件在夾具中的位置,從而保證了被裝配的所有零件相互位置的技術要求,有時還直接決定焊接結構的外形。定位元件的精度直接影響著工件的精度,因此,保證定位元件的精度具有十分重要的意義。在日常工作中,保證夾具定位元件的精度的方法主要是定位元件形狀精度檢測和定位元件位置精度檢測,同時運用回歸分析,定期更換或調整。
(1)定位元件形狀精度檢測
夾具使用過程中,定位元件會產生不可避免的磨損,但磨損量超過一定量就會引起定位元件失效。車身焊裝近百套無效分夾具多達1700~2500個定位元件,需根據生產實際情況規定一定時間或一定的生產量之後對定位元件磨損進行周期檢測。檢測方法是運用遊標卡尺和千分尺對定位元件進行測量,然後用實際測量數值減定位元件理論數值(設計值),得出定位元件磨損量。然後將實際磨損量與最大磨損量(設定是根據定位元件的材料、不進行熱處理和磨損失效理論等結合生產實際)對照,判定定位元件能否繼續使用,還是需要更換。
將生產中所有測量數據進行數學統計分析,運用回歸分析掌握磨損規律。在沒有發生失效前對定位元件進行更換或調整。一般根據夾具磨損狀態測定的數據進行分析,進而進行維護與基於時間的預見性維護相比,需要較高的維護技術和對應的檢測儀器,因此,通常情況下,我們建議採用基於時間的預見性維護。
(2)定位元件位置精度檢測
夾具在使用過程中,因為車身焊裝夾具設計採用獨立的定位板,所以除了磨損,定位元件還會發生偏移。汽車焊裝夾具定位元件的位置精度要求很高,定位元件的位置精度變化用肉眼和普通測量工具難以檢測,必須藉助三坐標測量儀檢測,同時還需建立夾具定位元件位置精度管理檔案,結合工序能力分析方法,如統計過程分析(SPC),根據分析報告對失效的定位元件進行調整。由於用三坐標測量夾具所花費的人力、物力和時間都較多,我們強烈建議使用實驗設計工具(DOE)對偏移進行設計,並用回歸分析確定周期,以達到降低成本的目的。
3.車身精度檢測
隨著激光測量技術的發展及其在焊接生產線上的成功應用,焊接生產線末端可以設一工位安裝在線檢測系統,將激光束打在車身上,利用光學感測器回收信號,通過計算機算出測量點實際坐標並和理論坐標進行對比分析,超差時可報警,實現車身質量管理點的100%控制。
以上只是對單個焊接夾具進行檢測維護,但是在實際製造過程中,測量近百套焊裝夾具定位元件位置精度需要的周期較長,而夾具的作用又是非常重要的,定位元件的位置失效在沒有預見性維護或沒有開始實行前會隨時發生,為了防止因夾具定位元件引起的失效發生,避免造成大批量的車身精度變差,需要進行在線定期進行整車檢測。根據檢測的車身精度的數據分析,反過來管理夾具的精度。在生產線開始生產時整車檢測的周期要短一些,但當所有夾具都已經建立起預見性維護后,在線整車檢測的周期就可以加大或停止。
結論
中國汽車企業要實行2mm工程,最需要在以下三個方面採取控制措施——車身的設計質量、車身焊接夾具設計及製造質量、車身匹配焊接時的變形量。由於后兩項都是由焊裝夾具的精度所保障的,因此,焊裝夾具的精度對車身尺寸誤差影響極大。在實際生產過程中,對焊裝夾具的有效管理是保證車身製造精度的關鍵之一。
作者:長城汽車股份有限公司工程院 王屹峰