§8.1 螺紋緊固件
(一)螺紋的應用和形成
1.螺紋的應用
在機器設備中, 螺紋應用廣泛,主要用於連接兩個以上零件或傳遞運動和動力。
2.螺紋的形成
螺紋是指在圓柱表面或圓錐表面上沿著螺旋線形成的、具有相同剖面的連續凸起和溝槽。一動點繞圓柱面圓周方向做勻速圓周運動的同時沿軸線方向作勻速直線運動就形成了螺旋線。刀具沿螺旋線方向對圓柱體切割就形成了螺紋。

3.螺紋的加工方法
螺紋的加工方法很多,主要有車削、搓絲等方法,右上圖所示為用車削的方法加工內外螺紋。單擊播放動畫按鈕可觀看螺紋車削加工錄象片。
螺紋的工藝結構主要有倒角、螺紋退刀槽和螺尾。
加工螺紋時,必須在螺紋外端面上加工倒角。
倒角有利內外螺紋連接時容易,並且在搬運過程中不容易傷害人手。
車制螺紋時,車刀車到一定長度後退出工件,刀具退出工件時,工件尾部所車的牙型不完整,這一部分稱為螺尾。
有時為了方便螺紋的加工,滿足設計要求,在螺尾部分加工出退刀槽,使這部分的結構更為合理。螺尾在視圖表達時除非特殊情況一般不畫出。

(三)螺紋的五要素
螺紋分內螺紋和外螺紋。加工在圓柱(圓錐)外表面的螺紋叫外螺紋,加工在圓柱管(圓錐管)內表面的螺紋叫內螺紋。內外螺紋連接時,螺紋的要素必須一致。螺紋的結構要素包括牙型、直徑、線數、螺距(導程)、和旋向。
1. 牙型 在通過螺紋軸線的剖面上,螺紋的輪廓形狀,稱為螺紋牙型。它有三角形、梯形、鋸齒形和方形等。不同的螺紋牙形,有不同的用途。
普通螺紋的牙形為三角形。普通螺紋和英寸制管螺紋一般用來連接零件,稱為連接螺紋。梯形螺紋、鋸齒形螺紋和矩形螺紋一般用來傳遞運動和動力,稱為傳動螺紋。
2.直徑
螺紋的最大直徑,與外螺紋牙頂或內螺紋牙底相重合的假想圓柱的直徑。
大徑(D,d)
外螺紋大徑(d)亦稱為頂徑;內螺紋大徑(D)亦稱為底徑。
3.線數 指同一圓柱面或圓錐面上螺紋的條數,記為n。通常多線螺紋使用在精密儀器儀錶中或需要快速 旋入的場合。
4.螺距(ph)和導程(p) 螺距是螺 紋相鄰兩牙在中徑線上對應兩點間的軸向距離。導程是同一線螺紋上的相鄰兩牙在中徑線上對應兩點間的軸向距離。對於單線螺紋有p=ph,對於多線螺紋有p=ph/n。
5.旋向 螺紋分右旋和左旋兩種。如下圖所示,順時鐘旋轉時旋入的螺紋,稱為右旋螺紋;逆時鐘旋轉時旋入的螺紋,稱為左旋螺紋。工程上常用右旋螺紋,但一些比較重要的安全場合如液化汽罐就可能用到左旋螺紋。
當內外螺紋旋合時,只有螺紋的五要素完全相同時才能互相旋合。改變上述五要數中的任何一項,就會得到不同規格和尺寸的螺紋。國家標準對有些螺紋(如普通螺紋、梯形螺紋)的牙型、直徑和螺距都作了規定,凡是這三項符合標準的,稱為標準螺紋。而牙型合標準,直徑或螺距不符合標準的螺紋稱為特殊螺紋。牙型不符合標準的螺紋叫非標準螺紋,如方牙螺紋。
(四)螺紋的規定畫法和標註
1.外螺紋的規定畫法:螺紋終止線畫粗實線。螺紋頂徑(大徑)畫粗實線,在反映為圓的投影上,底徑只畫約3/4圈細實線,且原來的倒角在該視圖上的投影圓不畫。在與軸線平行的投影面上,表示底徑的細實線應畫入倒角部分,小徑通常畫成大徑的0.85倍。
外螺紋的剖視畫法:在剖視部分,螺紋終止線只畫到底徑處。剖麵線應畫到頂徑粗實線處。見右圖。
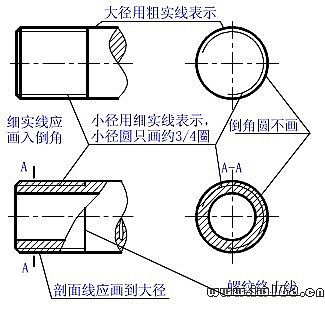
2.內螺紋的規定畫法:剖視表示時,頂徑(小徑)用粗實線表示,底徑(大徑)用細實線表示,在反映為圓的投影圖上大徑圓只畫約
3/4圈細實線,並且細實線不能畫入倒角,剖麵線畫到小徑粗實線止,倒角圓不畫。
在不剖表示時,不通孔內螺紋要畫出有鑽頭形成的120°錐頂角,但尺寸標註時該角度不用標註,螺紋終止線畫粗實線。鑽孔深度應比螺孔深度大0.5d。

3.螺紋連接的規定畫法:如下圖所示,以剖視圖表達內、外螺紋連接時,其旋合部分應按外螺紋繪製,其餘仍按各自的畫法表示。應該注意的是:表示大、小徑的粗實線和細實線應分別對齊,而與倒角的大小無關。
螺孔與螺孔、螺孔與光孔相慣時,其交線應畫在牙頂(小徑)處。見右圖。
4.常用螺紋的類型及標註
螺紋採用規定畫法后,在圖樣上反映不出螺紋的要素和類型,這些需要用標註方法表示。螺紋的標記由螺紋代號、螺紋公差帶代號和螺紋旋合長度代號三部分內容組成。其格式是:
| - |
| - |
|
| | | |
| | |||
|
| X | |
| |||
| | | |
|
公差帶代號由表示公差帶代大小的公差帶等級數字和表示位置的字母(內螺紋用大寫字母,外螺紋用小寫字母)組成,如6H,6g等。當中徑與頂徑公差帶代號相同時。則只注一個代號,如M10x1-6H。
螺紋旋合長度代號規定為短(S)、中(N)、長(L)三種。其中中等旋合長度其代號"N"不必標註。 下表是常用螺紋類型和標註方法。
| 用途 | 螺紋種類 | 牙型及符號 | 類型 | 標註示例 | 說明 | |||||||||||||
| 連接螺紋 | 普通螺紋 |  符號:M | 粗牙 |  | M24LH-5g6g-s
| |||||||||||||
| 細牙 |  | |||||||||||||||||
| 用途 | 螺紋種類 | 牙型及符號 | 類型 | 標註示例 | 說明 | ||||||||||
| 連 接 螺 紋 | 管螺紋 |  符號:G | 非螺紋 密封的 管螺紋 |   | G1/2A
|
| 用途 | 螺紋種類 | 牙型及符號 | 類型 | 標註示例 | 說明 |
| 連接螺紋 | 管螺紋 |
R | 用螺紋密封的管螺紋 | 圓錐內螺紋: Rc3/4 圓錐外螺紋: R3/4 圓柱內螺紋: Rp3/4-LH (1) 內外螺紋均只有一種公差帶 (2) 右旋螺紋不需要標註,左旋螺紋要加註"LH" |
| 用途 | 螺紋種類 | 牙型及符號 | 標註示例 | 說明 |
| 傳動螺紋 | 梯形螺紋 |  符號:Tr | Tr40x14(p7)LH-8e-L Tr:螺紋特徵代號 40:公稱直徑 14:導程 p7:螺距 LH:旋向(左旋) 8e:中徑公差帶代號 L:旋合長度代號 | |
 符號:B | B60x14(p7)LH B:螺紋特徵代號 60:公稱直徑 14:導程 p7:(螺距) LH:旋向 |
(五)螺紋緊固件的畫法及標註
1.常見螺紋緊固件
螺紋緊固件包括螺栓、螺柱、螺釘、螺母和墊圈等。它們的種類很多,其結構、型式、尺寸和技術要求都可以根據標記從國家標準中查得。
 2.常用螺紋緊固件的類型和標記示例
2.常用螺紋緊固件的類型和標記示例
| 名稱及視圖 | 規定標記示例 | 名稱及視圖 | 規定標記示例 |
 | 螺釘 GB67-85 M10x45 |  | 螺柱 GB899 M12x50 |
 | 螺釘 GB70-85 M16x40-12.9 |  | 螺母 GB6170-86 M16 |
 | 螺釘 GB819-85 M10x45 |  | 螺母GB6178-86 M16 |
| 名稱及視圖 | 規定標記示例 | 名稱及視圖 | 規定標記示例 |
 | 螺釘 GB71-85 M12x40 |  | 墊圈 GB97.1-85 16-140HV |
 | 螺栓 GB5782-86 M12x50 |  | 墊圈 GB93-87 20 |
3.螺紋緊固件的裝配畫法
螺紋緊固件的基本連接形式有螺栓連接、雙頭螺柱連接和螺釘連接三種,它們的連接裝配畫法分別介紹如下:
(1)螺栓連接
螺栓連接中,應用最廣的是六角頭螺栓連接,它是用六角頭螺栓、螺母和墊圈來緊固被連接零件的。墊圈的作用是防止擰緊螺母時損傷被連接零件的表面,並使螺母的壓力均勻分佈到零件表面上。被連接零件都加工出無螺紋的通孔,通孔直徑稍大於螺紋直徑,具體大小可查標準。畫螺栓連接時先要計算螺栓的公稱長度l。螺栓長度l≈k+m+g1 +g2+b1,計算出長度后查國家標準,根據螺栓長度系列取標準長度l。
下右圖是螺栓連接的裝配畫法。螺栓連接件的尺寸規格可由國家標準查表獲得。但在畫螺紋緊固件時可用近似尺寸。其中: b1≈0.3d;m≈0.8d;k≈0.7d;e≈2d;d2≈2.2d;c≈0.15dx45;h≈0.15d;e≈2d
2.雙頭螺柱連接
雙頭螺柱連接是用雙頭螺柱、墊圈、螺母來緊固被連接零件的,如下圖所示,雙頭螺柱連接用於被連接零件太厚或由於結構上的限制不宜用螺栓連接的場合。被連接零件中的一個加工出螺孔,其餘零件都加工出通孔。本例中選用彈簧墊圈,它能起防松作用。
雙頭螺柱兩端都有螺紋,一端必須全部旋入被連接零件的螺孔內,稱為旋入端;另一端用以擰緊螺母,稱為緊固端。畫螺栓連接的裝配圖同樣應先計算出雙頭螺柱的公稱長度,並取標準值。下面舉例說明。
其中: bm=d(一般鋼件,GB897-88) bm=1.25d(一般鑄件,GB898-88) bm=d(一般鑄件,GB89988) bm=d(一般鋁合金件,GB900-88) a=0.3d s=0.2d