二次注塑不僅可使器械表面充滿柔感,還可以增加產品功能性與附加值。
在過去10年中,二次注塑技術已經徹底改變了消費品審美標準、設計思路和功能要求。醫療器械製造商也認識到該技術的潛在優勢,不斷擴大它在醫療領域中的應用。二次注塑技術以創造「柔感表 面」而聞名,但它還有許多其他功能,例如:人體工學設計、雙色外觀、品牌標識以及特性改進。利用這項技術,可以增加產品的功能(例如:減噪、減震、防水、防撞)和附加值。
二次注塑與共注塑、雙注塑及夾層注塑一樣,都屬於多材料注塑技術。多材料注塑的基本思路是將2種或多種不同特性的材料結合在一起,從而提高產品價值。在本文中,第一種注入材料稱為基材或者基底材料,第二種注入材料稱為覆蓋材料。
各種二次注塑技術
在二次注塑過程中,覆蓋材料注入基材的上方、下方、四周或者內部,組合成為一個完整的部件。這個過程可通過多次注塑或嵌入注塑完成。通常使用的覆蓋材料為彈性樹脂。
多次注塑:如果覆蓋材料的構造允許的話,多次注塑是一種很好的醫療器械加工方法。該技術需要配備有多個機筒的特殊注塑機,以便將不同的樹脂注入一個注塑模具。機筒應並排或呈L型放置,由一個或多個注入點將樹脂注入模具。使用同一個注入點時,稱為共塑,生產的複合部件為被外層包覆的核心樹脂材料。使用多個注入點時,稱為二次注塑,一種材料在另一種材料上面成型,產生多層結構。
但是多次注塑並不適用於所有產品。二次注塑時,必須移動滑塊或將模芯移至另一個模腔,還有一個方法是將模芯送入另一台注塑機。
嵌入注塑:要生產完全覆蓋的注塑手柄這類產品,就需要使用嵌入注塑。為了達到完全覆蓋,基材必須從原來的模腔中移出,放入另一個模芯和模腔,以便注入覆蓋材料。在此過程中,另一個模具應該同時在同一台或另一台不同尺寸的注塑機(取決於注塑件大小)上運轉。通常基材要比覆蓋材料大得多,並且可能需要預熱,使表面溫度接近覆蓋材料的熔點,從而獲得最佳粘合強度。
模內組裝
二次注塑有時被稱為模內組裝,因為兩種材料最後完全組合在一起,而不僅僅是產生分層結構,不管是單獨部件或是組件材料,都可採用此技術。無論應用為何,確保基材和覆蓋材料達到所需的機械或化學粘合強度都是至關重要的。
多材料注塑的注意事項
一般來說,若要強化粘合度,覆蓋材料樹脂的熔化溫度應與基材相同。如果覆蓋材料的熔化溫度過低,就無法熔化基材表面,二者之間的粘合則不夠堅固。但或熔化溫度過高,基材就會軟化變形,嚴重時,覆蓋材料會穿透基材,導致部件加工失敗。因此,選擇匹配的材料才能保證良好的粘合。一般而言,匹配材料應具有相似的化學特性或者含有匹配的複合成分。基材與覆蓋材料不匹配時,通常只能形成機械聯鎖作用,而非化學粘合。
多材料注塑還需注意一些問題,最常見的包括:聚合物之間的化學或機械粘合強度不夠、單個或多個部件材料填充不完全,以及單個或多個材料部件出現毛邊閃蒸。
注塑機必需保持注塑一致性。此外,注塑機料筒的射量與注塑件尺寸的比值亦是影響注塑質量的重要因素。該比值對於所有注塑操作都十分關鍵,在二次注塑中尤為重要。止逆裝置可以像水閘般分隔覆蓋材料,二次注塑材料均為金屬時止逆裝置操作較容易,若是金屬基材和較為有彈性的塑料,止逆裝置操作就比較困難。
材料選擇
二次注塑樹脂材料的選擇有多種因素,一方面要取決於基材特性,另一方面則取決於應用性能。具體來說,有以下幾點:
· 耐化學腐蝕性(符合清洗與其他操作要求)。
· 阻燃性(符合生態環保等要求)。生態環保標識是表明產品符合環境與社會標準的標誌。
· 耐磨蝕度(以免凹陷或脫落)。
· 肖氏硬度(符合柔感或其他要求)。
· 醫療規範(FDA、USP Class VI、ISO10993及生物相容性要求)。
· 滅菌種類(蒸汽、伽瑪射線等)。
· 耐衝擊性(符合結構要求)。
· 熔點(符合應用溫度要求,不會軟化或變形)。
· 粘合方式(兩種材料不匹配時形成機械聯鎖作用,兩種材料匹配時形成化學粘合)。
在過去的5-8年間,覆蓋材料有了很大發展,已經研發出多種彈性樹脂。比如,熱塑性聚亞安酯(TPU)、苯乙烯-乙烯/丁烯-苯乙烯聚合物(SEBS)、共聚酯、共聚醯胺、熱塑橡膠(TPR)以及熱塑硫化橡膠(TPV)。實際應用中,一般選擇與聚丙烯基材粘合度較好的新型聚丙烯類樹脂。
這些材料的肖氏硬度差異很大。一般而言,材料的硬度越高,耐磨蝕性越強。材料的紋理也會影響硬度。由於在耐受性測試中,耐磨蝕性較強的材料損失較少,例如,進行旋壓砂輪測試時,硬度大的樹脂磨損要少,因而應用時常選擇耐磨蝕性能強的材料。
SEBS樹脂硬度很低,不到Shore A 30,TPU樹脂硬度約為Shore A 60,與人手軟硬度差不多。過去,一般通過添加增塑劑或礦物油來降低硬度。但是,這些添加劑在清洗或使用時會析出(或稱為霜化),不符合醫療應用的要求。
由於二次注塑樹脂材料的發展,基材的選擇範圍也日益廣泛,目前已包括:丙烯腈丁二烯苯乙烯、聚碳酸酯和尼龍。材料範圍的擴大為柔感設計提供了更多的空間。但新型材料的應用也帶來了新的問題,例如:材料粘合、部件設計以及模具操作等等。
工藝設計注意事項
在二次注塑的工藝設計中,止逆裝置、射嘴孔、出風口以及模具表面紋理是關鍵的要素。

基材與覆蓋材料之間的止逆裝置對於粘合效果極為關鍵,應避免讓射出的覆蓋材料逐漸變薄或起毛邊。覆蓋材料太薄,會導致粘合不牢、脫膠與卷邊。良好的止逆裝置設計應將覆蓋材料與基材明顯隔開。圖1中基材凹處即利用了這種設計。
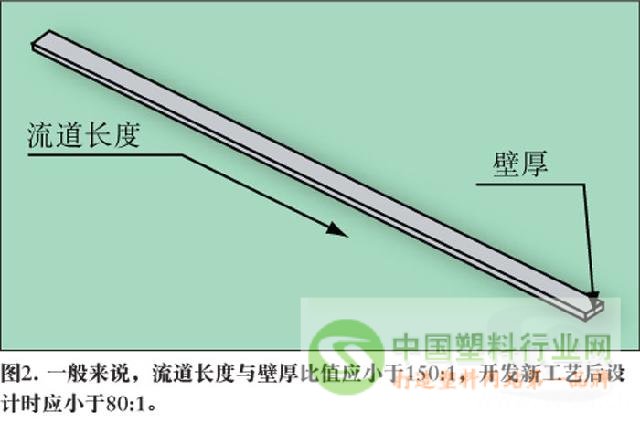
射嘴孔設計對於二次注塑的成功同樣重要。流道長度與壁厚比值是影響粘合效果的主要因素。根據經驗,該比值不應超過150:1,開發新工藝設計時比值應保持在80:1左右。圖2顯示了流道長度與壁厚的比例關係。
為了盡量縮短流程,射嘴孔應設置在壁厚最大的位置。使用TPE樹脂時,要注意射嘴孔徑大小。TPU等材料需要大口徑射嘴,以適應較高的粘度,防止剪切力過高而發生材料降解。SEBS等材料需要較高的剪切速度以獲得最佳的流速。較好的辦法是在最初階段使用小口徑射嘴,初次採樣后再調整射嘴大小。
與射嘴孔一樣,出風口也是影響粘合效果的重要因素,如何控制空氣余量是一大難題,如果控制不好,就可能出現粘合不牢、充填毛邊的現象。出風口的深度對於防止毛邊極為關鍵,根據覆蓋材料粘度的不同,出風口的深度應該在0.0005-0.001英寸之間。
對於某些部件設計,可以採用裝飾性表面紋理 ,以便於製品頂出。大多數TPE材料易粘附於模面,這是因為此類材料具有金屬親合性,或是因為在開模時材料與模面之間形成了真空。由於許多材料在制品頂出后還未形成穩定的化學粘合,如果與模面粘附,就會極大地影響粘合效果。這表示部件加工完畢后必須小心處理,如果需要進行粘合測試,就要等待24小時后才能進行,以便材料可以形成穩定的化學粘合。
當模面與開模方向平行時,如果拉力不夠,也會發生粘附。TPU等材料需要5??6?的拉力。此外,模面鍍層也有助於部件頂出。
另外,表面紋理設計也需要仔細斟酌。表面紋理會影響覆蓋材料的柔感、手感與厚度。合適的壁厚與表面紋理設計可相輔相成,有助於獲得所需的加工特性。通常,材料硬度越低越柔軟。優化表面紋理可減少注塑瑕疵,並改善產品手感,摸上去比實際硬度更為柔軟。
應用實例
 圖3. 醫療手術手柄的基材和柔感覆蓋材料均通過二次注塑完成。
圖3. 醫療手術手柄的基材和柔感覆蓋材料均通過二次注塑完成。
手術器械:圖3顯示了使用嵌入注塑進行二次注塑的過程。先將經過加工的金屬部件(基材)放入模具,然後用樹脂作為覆蓋材料,對部分金屬部件進行二次注塑。注塑時,必須將金屬材料穩固地放入模具並用止逆裝置隔離,以防止覆蓋材料出現毛邊。在此過程中,金屬材料與覆蓋材料之間形成的是機械粘合,而非化學粘合。
 圖4. 圖中為二次注塑之前的基材手柄。這些手柄需要進行二次注塑, 增加柔感,才能成為最終產品。
圖4. 圖中為二次注塑之前的基材手柄。這些手柄需要進行二次注塑, 增加柔感,才能成為最終產品。
圖4是做二次注塑之前的基材手柄特寫圖片。根據設計,這些手柄需要進行二次注塑,才能成為最終產品。依據覆蓋材料形狀和厚度的不同,可以採用單層或雙層二次注塑。
圖5是用於不同手術作業的二次注塑手柄實例。依據參數規定,這些手柄可統一放入一個工具盒。
圖6為放置各種手術器械的工具盒。它由金屬板經過激光切割、彎曲、移印加工而成。其邊緣有TPE緩衝墊,使各個轉角更為圓滑,起到保護作用,同時還能減震,以達到墜落-衝擊測試的要求。工具盒二次注塑使用的是硬塑手柄材料,可承受多次272?F蒸汽滅菌以及使用氫氧化鈉等腐蝕性化學品稀釋溶液的冷化學滅菌。
 圖5. 圖中為手柄成品。具有柔感的醫療手術手柄使用嵌入注塑製成。
圖5. 圖中為手柄成品。具有柔感的醫療手術手柄使用嵌入注塑製成。
自動體外除顫器:圖7的自動體外除顫器(AED)展示了如何通過不同的注塑技術,使產品獲得多種功能。
採用二次注塑技術加工自動體外除顫器,可以滿足多種需要。其中最重要的是提高防震、防撞和防水性能。該自動體外除顫器接受的測試包括:1.5m墜落試驗、循環載荷試驗以及浸水試驗(將裝置浸入水中)。只有將硬質、低溫、耐衝擊的基材與具有柔感的TPU覆蓋材料相結合,才能同時滿足上述要求,從而全面提高除顫器的性能。
 圖6. 工具盒與托盤都經過二次注塑,擁有柔性邊角緩衝墊。
圖6. 工具盒與托盤都經過二次注塑,擁有柔性邊角緩衝墊。
除顫器頂部和底部形成蛤殼結構。電池位於上部機殼內。上下機殼基材使用氣輔注塑和二次注塑;電池則使用雙層二次注塑製成。在電池開門二次注塑中,第一步通過嵌入注塑獲得頂級的柔感表面;第二步在電池開門上製做一個墊圈,起到防水密封的作用。
圖8顯示了除顫器蛤殼形頂部和底部的橫斷面,清楚地展示了該器材使用氣輔注塑的部分。該除顫器設計具有很好的機械結構完整性、耐衝擊性以及多種功能。橫斷面顯示上下機殼均有緩衝氣道,同時也清楚顯示了上下機殼二次注塑結構和電池開門的雙層二次注塑結構。
 圖7. Zoll Medical公司(美國麻州,Chelmsford)的自動體外除顫器採用柔感材料經二次注塑製成。
圖7. Zoll Medical公司(美國麻州,Chelmsford)的自動體外除顫器採用柔感材料經二次注塑製成。
攜帶型除顫器:圖9的攜帶型除顫器手柄同樣展示了柔感注塑材料的優點。該加工過程也要求基材具有耐衝擊性、結構完整性並且可以二次注塑。首先對手柄基材進行氣輔注塑,然後放入到另一個模具進行TPU二次注塑。使用氣輔注塑的另一個好處是可以減少裝置的總重。對氣輔注塑部件進行二次注塑的難點是如何正確選擇氣輔注塑參數。圖10顯示了二次注塑前此手柄基材的橫斷面。
 圖8. Zoll Medical公司蛤殼形自動體外除顫器的橫斷面,清楚地展示了此器材使用氣輔注塑的部分。
圖8. Zoll Medical公司蛤殼形自動體外除顫器的橫斷面,清楚地展示了此器材使用氣輔注塑的部分。
為了符合墜落和循環載荷試驗的要求,手柄內核必須十分平整,無任何易損區域。從機械學角度講,中空的橫斷面與手柄的硬度沒有太大關係。事實上,在實際應用中,中空部分在承受負荷時會發生變形,更能緩衝手柄從高處墜落時的撞擊力。
一般而言,同時使用氣輔注塑和二次注塑時,很重要的一點就是確保氣輔注塑部件有充足的壁厚余量,能夠進行二次注塑。否則,填充二次注塑樹脂時的壓力會使產品軟化、變形。嚴重時,甚至會使基材碎裂。
 圖9. Zoll Medical公司的攜帶型除顫器手柄使用二次注塑的氣輔注塑製成。.
圖9. Zoll Medical公司的攜帶型除顫器手柄使用二次注塑的氣輔注塑製成。.
圖9還展示了另一種使用硬質樹脂生產柔感部件的技術。它的設計思路主要是構建剛性氣輔注塑結構(攜帶型除顫器兩側的藍色手把)以提高抗衝擊性能,同時兼有柔感的外觀特性。此技術採用的專利混合材料由兩種不同的樹脂合成,不僅可具有柔軟的絲絨觸感表面,而且具有緩衝、減噪、抗震、耐化學腐蝕等功能。
結論
在過去10年間,二次注塑伴隨著材料技術的進步而不斷改進,為醫療器械應用帶來了新的發展和創造。它不僅可以生產具有柔感的表面,還能夠在很多方面改善產品設計性能,例如:美化外觀、增加功能、品牌標識、提高附加值等等。作為一種多材料注塑技術,二次注塑可以讓醫療器械OEM製造商將2種或多種不同特性的材料結合在一起,從而提高產品價值。