第三章 螺旋測微量具
應用螺旋測微原理製成的量具,稱為螺旋測微量具。它們的測量精度比遊標卡尺高,並且測量比較靈活,因此,當加工精度要求較高時多被應用。常用的螺旋讀數量具有百分尺和千分尺。百分尺的讀數值為0.01mm,千分尺的讀數值為0.001mm。工廠習慣上把百分尺和千分尺統稱為百分尺或分厘卡。目前車間里大量用的是讀數值為0.01mm的百分尺,現介紹這種百分尺為主,並適當介紹千分尺的使用知識
百分尺的種類很多,機械加工車間常用的有:外徑百分尺、內徑百分尺、深度百分尺以及螺紋百分尺和公法線百分尺等,並分別測量或檢驗零件的外徑、內徑、深度、厚度以及螺紋的中徑和齒輪的公法線長度等。
一 外徑百分尺的結構
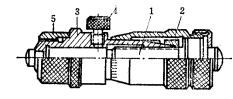
各種百分尺的結構大同小異,常用外徑百分尺是用以測量或檢驗零件的外徑、凸肩厚度以及板厚或壁厚等 (測量孔壁厚度的百分尺,其量面呈球弧形 )。百分尺由尺架、測微頭、測力裝置和制動器等組成。圖3?1是測量範圍為 0~25mm的外徑百分尺。 尺架1的一端裝著固定測砧2,另一端裝著測微頭。固定測砧和測微螺桿的測量面上都鑲有硬質合金,以提高測量面的使用壽命。尺架的兩側面覆蓋著絕熱板12, 使用百分尺時,手拿在絕熱板上,防止人體的熱量影響百分尺的測量精度。
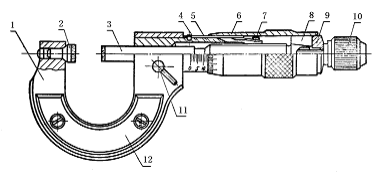
圖 3-1 0~25mm外徑百分尺
1-尺架;2-固定測砧;3-測微螺桿;4-螺紋軸套;5-固定刻度套筒;6-微分筒;
7-調節螺母;8-接頭;9-墊片;10-測力裝置;11-鎖緊螺釘;12-絕熱板。
1 百分尺的測微頭
圖3?1中的3~9是百分尺的測微頭部分。帶有刻度的固定刻度套筒5用螺釘固定在螺紋軸套4上,而螺紋軸套又與尺架緊配結合成一體。在固定套筒5的外面有一帶刻度的活動微分筒6,它用錐孔通過接頭8的外圓錐面再與測微螺桿3相連。測微螺桿3的一端是測量桿,並與螺紋軸套上的內孔定心間隙配合;中間是精度很高的外螺紋,與螺紋軸套4上的內螺紋精密配合,可使測微螺桿自如旋轉而其間隙極小;測微螺桿另一端的外圓錐與內圓錐接頭8的內圓錐相配,並通過頂端的內螺紋與測力裝置10連接。當測力裝置的外螺紋旋緊在測微螺桿的內螺紋上時,測力裝置就通過墊片9緊壓接頭8,而接頭8上開有軸向槽,有一定的脹縮彈性,能沿著測微螺桿3上的外圓錐脹大,從而使微分筒6與測微螺桿和測力裝置結合成一體。當我們用手旋轉測力裝置10時,就帶動測微螺桿3和微分筒6一起旋轉,並沿著精密螺紋的螺旋線方向運動,使百分尺兩個測量面之間的距離發生變化。
2 百分尺的測力裝置
百分尺測力裝置的結構見圖3-2,主要依靠一對棘輪3和4的作用。棘輪4與轉帽5連結成一體,而棘輪3可壓縮彈簧2在輪軸1的軸線方向移動,但不能轉動。彈簧2的彈力是控制測量壓力的,螺釘6使彈簧壓縮到百分尺所規定的測量壓力。當我們手握轉帽5順時針旋轉測力裝置時,若測量壓力小於彈簧2的彈力,轉帽的運動就通過棘輪傳給輪軸1(帶測微螺桿旋轉),使百分尺兩測量面之間的距離繼續縮短,即繼續卡緊零件;當測量壓力達到或略微超過彈簧的彈力時,棘輪3與4在其嚙合斜面的作用下,壓縮彈簧2,使棘輪4沿
著棘輪3的嚙合斜面滑動,轉帽的轉動就不能帶動測微螺桿旋轉,同時發出嘎嘎的 棘輪跳動聲,表示巳達到了額定測量壓力,從而達到控制測量壓力的目的。
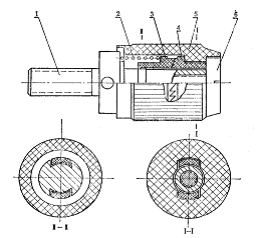
圖3-2 百分尺的測力裝置
當轉帽逆時針旋轉時,棘輪4是用垂直面帶動棘輪3,不會產生壓縮彈簧的壓力,始終能帶動測微螺桿退出被測零件。
3 百分尺的制動器
百分尺的制動器,就是測微螺桿的鎖緊裝置,其結構如圖3-3所示。制動軸4的圓周上,有一個開著深淺不均的偏心缺口,對著測微螺桿2。當制動軸以缺口的較深部分對著測量桿時,測量桿2就能在軸套3內自由活動,當制動軸轉過一個角度,以缺口的較淺部分對著測量桿時,測量桿就被制動軸壓緊在軸套內不能運動,達到制動的目的。
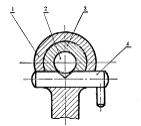
圖3-3 百分尺的制動器
4 百分尺的測量範圍
百分尺測微螺桿的移動量為25mm,所以百分尺的測量範圍一般為25mm。為了使百分尺能測量更大範圍的長度尺寸,以滿足工業生產的需要,百分尺的尺架做成各種尺寸,形成不同測量範圍的百分尺。目前,國產百分尺測量範圍的尺寸分段為:
0~25;25~50;50~75;75~100;100~125;125~150;150~175;175~200;200~225;225~250;250~275;275~300;300~325;325~350;350~375;375~400;400~425;425~450;450~475;475~500;500~600;600~700;700~800;800~900;900~1000。
測量上限大於300mm的百分尺,也可把固定測砧做成可調式的或可換測砧,從而使此百分尺的測量範圍為100mm。
測量上限大於1000mm的百分尺,也可將測量範圍製成為500毫米,目前國產最大的百分尺為2500~3000mm的百分尺。
二 百分尺的工作原理和讀數方法
1 百分尺的工作原理
如外徑百分尺的工作原理就是應用螺旋讀數機構,它包括一對精密的螺紋——測微螺桿與螺紋軸套,如圖3-1中的3和4,和一對讀數套筒——固定套筒與微分筒,如圖3-1中的5和6。
用百分尺測量零件的尺寸,就是把被測零件置於百分尺的兩個測量面之間。所以兩測砧面之間的距離,就是零件的測量尺寸。當測微螺桿在螺紋軸套中旋轉時,由於螺旋線的作用,測量螺桿就有軸向移動,使兩測砧面之間的距離發生變化。如測微螺桿按順時針的方向旋轉一周,兩測砧面之間的距離就縮小一個螺距。同理,若按逆時針方向旋轉一周,則兩砧面的距離就增大一個螺距。常用百分尺測微螺桿的螺距為0.5mm。因此,當測微螺桿順時針旋轉一周時,兩測砧面之間的距離就縮小0.5mm。當測微螺桿順時針旋轉不到一周時,縮小的距離就小於一個螺距,它的具體數值,可從與測微螺桿結成一體的微分筒的圓周刻度上讀出。微分筒的圓周上刻有50個等分線,當微分筒轉一周時,測微螺桿就推進或後退0.5mm,微分筒轉過它本身圓周刻度的一小格時,兩測砧面之間轉動的距離為:
0.5÷50=0.01(mm)。
由此可知:百分尺上的螺旋讀數機構,可以正確的讀出0.01mm,也就是百分尺的讀數值為0.01mm。
2 百分尺的讀數方法
在百分尺的固定套筒上刻有軸向中線,作為微分筒讀數的基準線。另外,為了計算測微螺桿旋轉的整數轉,在固定套筒中線的兩側,刻有兩排刻線,刻線間距均為1mm,上下兩排相互錯開0.5mm。
百分尺的具體讀數方法可分為三步:
(1)讀出固定套筒上露出的刻線尺寸,一定要注意不能遺漏應讀出的0.5mm的刻線值。
(2)讀出微分筒上的尺寸,要看清微分筒圓周上哪一格與固定套筒的中線基準對齊,將格數乘0.01mm即得微分筒上的尺寸。
(3)將上面兩個數相加,即為百分尺上測得尺寸。
如圖3-4(a),在固定套筒上讀出的尺寸為8mm,微分筒上讀出的尺寸為27(格)×0.01mm =0.27mm,上兩數相加即得被測零件的尺寸為8.27mm;圖3-4(b),在固定套筒上讀出的尺寸為8.5mm,在微分筒上讀出的尺寸為27(格)×0.01mm =0.27mm,上兩數相加即得被測零件的尺寸為8.77mm。
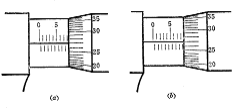
圖3-4 百分尺的讀數
三 百分尺的精度及其調整
百分尺是一種應用很廣的精密量具,按它的製造精度,可分0級和1級的兩種,0級精度較高,1級次之。百分尺的製造精度,主要由它的示值誤差和測砧面的平面平行度公差的大小來決定,小尺寸百分尺的精度要求,見表3-1。從百分尺的精度要求可知,用百分尺測量IT6~IT10級精度的零件尺寸較為合適。
表3-1 百分尺的精度要求 mm
測量上限 | 示值誤差 | 兩測量面平行度 | ||
0級 | 1級 | 0級 | 1級 | |
15;25 | ±0.002 | ±0.004 | 0.001 | 0.002 |
50 | ±0.002 | ±0.004 | 0.0012 | 0.0025 |
75;100 | ±0.002 | ±0.004 | 0.0015 | 0.003 |
百分尺在使用過程中,由於磨損,特別是使用不妥當時,會使百分尺的示值誤差超差,所以應定期進行檢查,進行必要的拆洗或調整,以便保持百分尺的測量精度。
1 校正百分尺的零位 百分尺如果使用不妥,零位就要走動,使測量結果不正確,容易造成產品質量事故。所以,在使用百分尺的過程中,應當校對百分尺的零位。所謂“校對百分尺的零位”,就是把百分尺的兩個測砧面揩乾凈,轉動測微螺桿使它們貼合在一起(這是指0~25mm的百分尺而言,若測量範圍大於0~25mm時,應該在兩測砧面間放上校對樣棒),檢查微分筒圓周上的“0”刻線,是否對準固定套筒的中線,微分筒的端面是否正好使固定套筒上的“0”刻線露出來。如果兩者位置都是正確的,就認為百分尺的零位是對的,否則就要進行校正,使之對準零位。
如果零位是由於微分筒的軸向位置不對,如微分筒的端部蓋住固定套筒上的“0”刻線,或“0”刻線露出太多,0.5的刻線搞錯,必須進行校正。此時,可用制動器把測微螺桿鎖住,再用百分尺的專用扳手,插入測力裝置輪軸的小孔內,把測力裝置鬆開(逆時針旋轉),微分筒就能進行調整,即軸向移動一點。使固定套筒上的“0”線正好露出來,同時使微分筒的零線對準固定套筒的中線,然後把測力裝置旋緊。
如果零位是由於微分筒的零線沒有對準固定套筒的中線,也必須進行校正。此時,可用百分尺的專用扳手,插入固定套筒的小孔內,把固定套筒轉過一點,使之對準零線。
但當微分筒的零線相差較大時,不應當採用此法調整,而應該採用鬆開測力裝置轉動微分筒的方法來校正。
2 調整百分尺的間隙 百分尺在使用過程中,由於磨損等原因,會使精密螺紋的配合間隙增大,從而使示值誤差超差,必須及時進行調整,以便保持百分尺的精度。
要調整精密螺紋的配合間隙,應先用制動器把測微螺桿鎖住,再用專用扳手把測力裝置鬆開,拉出微分筒后再進行調整。由圖3-1可以看出,在螺紋軸套上,接近精密螺紋一段的壁厚比較薄,且連同螺紋部分一起開有軸向直槽,使螺紋部分具有一定的脹縮彈性。同時,螺紋軸套的圓錐外螺紋上,旋著調節螺母7。當調節螺母往裡旋入時,因螺母直徑保持不變,就迫使外圓錐螺紋的直徑縮小,於是精密螺紋的配合間隙就減小了。然後,鬆開制動器進行試轉,看螺紋間隙是否合適。間隙過小會使測微螺桿活動不靈活,可把調節螺母松出一點,間隙過大則使測微螺桿有鬆動,可把調節螺母再旋進一點。直至間隙凋整好后,再把微分簡裝上,對準零位后把測力裝置旋緊。
經過上述調整的百分尺,除必須校對零位外,還應當用表4-1所列的第7套檢定量塊,檢驗百分尺的五個尺寸的測量精度,確定百分尺的精度等級后,才能移交使用。例如,用5.12;10.24;15.36;21.5;25等五個塊規尺寸檢定0~25mm的百分尺,它的示值誤差應符合表3-1的要求,否則應繼續修理。
四 百分尺的使用方法
百分尺使用得是否正確,對保持精密量具的精度和保證產品質量的影響很大,指導人員和實習的學生必須重視量具的正確使用,使測量技術精益求精,務使獲得正確的測量結果,確保產品質量。
使用百分尺測量零件尺寸時,必須注意下列幾點,
1 使用前,應把百分尺的兩個測砧面揩乾凈,轉動測力裝置,使兩測砧面接觸(若測量上限大於25mm時,在兩測砧面之間放入校對量桿或相應尺寸的量塊),接觸面上應沒有間隙和漏光現象,同時微分筒和固定套簡要對準零位。
2 轉動測力裝置時,微分筒應能自由靈活地沿著固定套筒活動,沒有任何軋卡和不靈活的現象。如有活動不靈活的現象,應送計量站及時檢修。
3 測量前,應把零件的被測量表面揩乾凈,以免有臟物存在時影響測量精度。絕對不允許用百分尺測量帶有研磨劑的表面,以免損傷測量面的精度。用百分尺測量表面粗糙的零件亦是錯誤的,這樣易使測砧面過早磨損。
4 用百分尺測量零件時,應當手握測力裝置的轉帽來轉動測微螺桿,使測砧表面保持標準的測量壓力,即聽到嘎嘎的聲音,表示壓力合適,並可開始讀數。要避免因測量壓力不等而產生測量誤差。
絕對不允許用力旋轉微分筒來增加測量壓力,使測微螺桿過分壓緊零件表面,致使精密螺紋因受力過大而發生變形,損壞百分尺的精度。有時用力旋轉微分筒后,雖因微分筒與測微螺桿間的連接不牢固,對精密螺紋的損壞不嚴重,但是微分筒打滑后,百分尺的零位走動了,就會造成質量事故。
5 使用百分尺測量零件時(圖3-5),要使測微螺桿與零件被測量的尺寸方向一致。如測量外徑時,測微螺桿要與零件的軸線垂直,不要歪斜。測量時,可在旋轉測力裝置的同時,輕輕地晃動尺架,使測砧面與零件表面接觸良好。
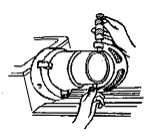
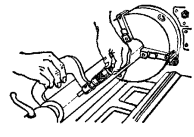
圖3-5 在車床上使用外徑百分尺的方法
6 用百分尺測量零件時,最好在零件上進行讀數,放鬆后取出百分尺,這樣可減少測砧面的磨損。如果必須取下讀數時,應用制動器鎖緊測微螺桿后,再輕輕滑出零件,把百分尺當卡規使用是錯誤的,因這樣做不但易使測量面過早磨損,甚至會使測微螺桿或尺架發生變形而失去精度。
7 在讀取百分尺上的測量數值時,要特別留心不要讀錯0.5mm。
8 為了獲得正確的測量結果,可在同一位置上再測量一次。尤其是測量圓柱形零件時,應在同一圓周的不同方向測量幾次,檢查零件外圓有沒有圓度誤差,再在全長的各個部位測量幾次,檢查零件外圓有沒有圓柱度誤差等。
9 對於超常溫的工件,不要進行測量,以免產生讀數誤差。
10 用單手使用外徑百分尺時,如圖3-6(a)所示,可用大拇指和食指或中指捏住活動套筒,小指勾住尺架並壓向手掌上,大拇指和食指轉動測力裝置就可測量。
用雙手測量時,可按圖3-6(b)所示的方法進行。
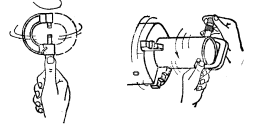
值得提出的是幾種使用外徑百分尺的錯誤方法,比如用百分尺測量旋轉運動中的工件,很容易使百分尺磨損,而且測量也不準確;又如貪圖快一點得出讀數,握著微分筒來揮轉(圖3-7) 等,這同碰撞那樣,也會破壞百分尺的內部結構。
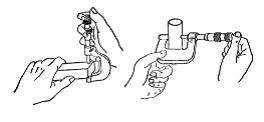
(a) (b) (a)單手使用 (b)雙手使用
圖3-6 正確使用 圖3-7 錯誤使用
五 百分尺的應用舉例
如要檢驗圖3-7所示夾具的三個孔( 14、
14、 15、
15、 16 )在
16 )在  150 圓周上的等分精度。
150 圓周上的等分精度。
檢驗前,先在孔  14、
14、 15、
15、  16 和
16 和  20內配入圓柱銷(圓柱銷應與孔定心間隙配合)。
20內配入圓柱銷(圓柱銷應與孔定心間隙配合)。
等分精度的測量,可分三步做:
1 用0~25mm的外徑百分尺,分別量出四個圓柱銷的外徑D;D1 ;D2 和D3。
2 用75~100mm的外徑百分尺,分別量出D與D1 ;D與D2 ;D與D3 兩圓柱銷外表面的最大距A1、A2和A3。則三孔與中心孔的中心距分別為:
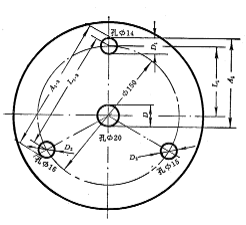
圖3-8 測量三孔的等分精度
而中心距的基本尺寸為150÷2=75mm。如果L1、L2 和L3都等於75mm,就說明三個
孔的中心線是在 150mm的同一圓周上。
150mm的同一圓周上。
3 用125~150毫米的百分尺,分別量出D1與D2 ;D2與D3 ;D1與D3兩圓柱銷
外表面的最大距離A1-2、A 2-3 、和A1-3。則它們之間的中心距為;
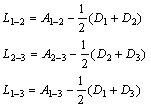
比較三個中心距的差值,就得三個孔的等分精度。如果三個中心距是相等的,即L1-2= L2-3=L1-3 ;就說明三個孔的中心線在圓周上是等分的。
六 槓桿千分尺
槓桿千分尺 又稱指示千分尺,它是由外徑千分尺的微分筒部分和槓桿卡規中指示機構組合而成的一種精密量具,見圖3-9。
槓桿千分尺的放大原理見圖3-9a,其指示值為0.002mm,指示範圍為±0.06mm,r1=2.54mm,r2=12.195mm,r3=3.195mm,指針長R=18.5mm,z1=312,z2=12,則其傳動放大比k為:

即活動測砧移動0.002mm時,指針轉過一格。讀數值b為:
b≈0.002 k = 0.002×723mm = 1.446mm
槓桿千分尺既可以進行相對測量,也可以像千分尺那樣用作絕對測量。其分度值有0.001mm和0.002mm兩種。
槓桿千分尺不僅讀數精度較高,而且因弓形架的剛度較大,測量力由小彈簧產生,比普通千分尺的棘輪裝置所產生的測量力穩定,因此,它的實際測量精度也較高。
3.使用注意事項
1) 用槓桿卡規或槓桿千分尺作相對測量前,應按被測工件的尺寸,用量塊調整好零位。
2) 測量時,按動退讓按鈕,讓測量桿面輕輕接觸工件,不可硬卡,以免測量面磨損而影響精度。
3) 測量工件直徑時,應擺動量具,以指針的轉折點讀數為正確測量值。
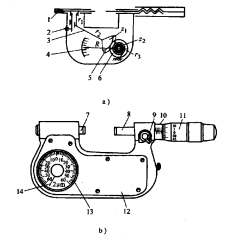
圖3-9 扛桿千分尺
1-壓簧;2-撥叉;3-槓桿;4、14-指針;5-扇形齒輪z1=312;6-小齒輪z2=12;7-微動測桿;8-活動測桿;9-止動器;10-固定套筒;11-微分筒;12-蓋板;13-錶盤。
七 內徑百分尺
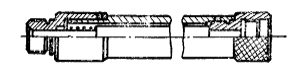
內徑百分尺如圖3-10a所示,其讀數方法與外徑百分尺相同。內徑百分尺主要用於測量大孔徑,為適應不同孔徑尺寸的測量,可以接上接長桿(如圖3-10b)。連接時,只須將保護帽5旋去,將接長桿的右端(具有內螺紋)旋在百分尺的左端即可。接長桿可以一個接一個地連接起來,測量範圍最大可達到5000mm。內徑百分尺與接長桿是成套供應的。目前,國產內徑百分尺的測量範圍(mm)
50~250;50~600;100~1225;100~1500;100~5000;150~1250;150~1400;150~2000;150~3000;150~4000;150~5000;250~2000;250~4000;250~5000;1000~3000;1000~4000;1000~5000;2500~5000。讀數值(mm):0.01。
(a) (b)
圖3-10 內徑百分尺
a)-內徑百分尺 b)-接長桿
1-測微螺桿 2-微分筒 3-固定套筒 4-制動螺釘 5-保護螺帽
內徑百分尺上,沒有測力裝置,測量壓力的大小完全靠手中的感覺。測量時,是把它調整到所測量的尺寸后(圖3-11),輕輕放入孔內試測其接觸的鬆緊程度是否合適。一端不動,另一端作左、右、前、后擺動。左右擺動,必須細心地放在被測孔的直徑方向,以點接觸,即測量孔徑的最大尺寸處(最大讀數處),要防止如圖3-12所示的錯誤位置。前後擺動應在測量孔徑的最小尺寸處(即最小讀數處)。按照這兩個要求與孔壁輕輕接觸,才能讀出直徑的正確數值。測量時,用力把內徑百分尺壓過孔徑是錯誤的。這樣做不但使測量面過早磨損,且由於細長的測量桿彎曲變形后,既損傷量具精度,又使測量結果不準確。
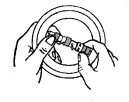

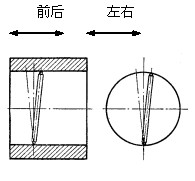
圖3-11 內徑百分尺的使用
內徑百分尺的示值誤差比較大,如測0~600mm的內徑百分尺,示值誤差就有±0.01~0.02mm。因此,在測量精度較高的內徑時,應把內徑百分尺調整到測量尺寸后,放在由量塊組成的相等尺寸上進行校準,或把測量內尺寸時的鬆緊程度與測量量塊組尺寸時的鬆緊程度進行比較,克服其示值誤差較大的缺點。
內徑百分尺,除可用來測量內徑外,也可用來測量槽寬和機體兩個內端面之間
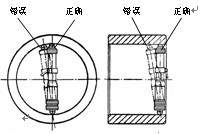
圖3-12 內徑百分尺的錯誤位置
的距離等內尺寸。但50mm以下的尺寸不能測量,需用內測百分尺。
八 內測百分尺
內測百分尺如圖3-13所示,是測量小尺寸內徑和內側面槽的寬度。其特點是容易找正內孔直徑,測量方便。國產內測百分尺的讀數值為0.01mm,測量範圍有5~30和25~50mm的兩種,圖3-13所示的是5~30mm的內測百分尺。內測百分尺的讀數方法與外徑百分尺相同,只是套筒上的刻線尺寸與外徑百分尺相反,另外它的測量方向和讀數方向也都與外徑百分尺相反。
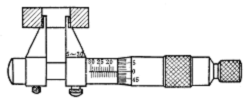
圖3-13 內測百分尺
九 三爪內徑千分尺
三爪內徑千分尺,適用於測量中小直徑的精密內孔,尤其適於測量深孔的直徑。測量範圍(mm):6~8,8~10,10~12,11~14,14~17,17~20,20~25,25~30,30~35,35~40,40~50,50~60,60~70,70~80,80~90,90~100。三爪內徑千分尺的零位,必須在標準孔內進行校對。

圖3-14 三爪內徑千分尺
三爪內徑千分尺的工作原理,圖3-14為測量範圍11~14mm的三爪內徑千分尺,當順時針旋轉測力裝置6時,就帶動測微螺桿3旋轉,並使它沿著螺紋軸套4的螺旋線方向移動,於是測微螺桿端部的方形圓錐螺紋就推動三個測量爪1作徑向移動。扭簧2的彈力使測量爪緊緊地貼合在方形圓錐螺紋上,並隨著測微螺桿的進退而伸縮。
三爪內徑千分尺的方形圓錐螺紋的徑向螺距為0.25mm。即當測力裝置順時針旋轉一周時測量爪1就向外移動(半徑方向)0.25mm,三個測量爪組成的圓周直徑就要增加0.5mm。即微分筒旋轉一周時,測量直徑增大0.5mm而微分筒的圓周上刻著100個等分格,所以它的讀數值為0.5mm÷100=0.005mm。
十 公法線長度千分尺
公法線長度千分尺如圖3-15所示。主要用於測量外嚙合圓柱齒輪的兩個不同齒面公法線長度,也可以在檢驗切齒機床精度時,按被切齒輪的公法線檢查其原始外形尺寸。它的結構與外徑百分尺相同,所不同的是在測量面上裝有兩個帶精確平面的量鉗(測量面)來代替原來的測砧面。
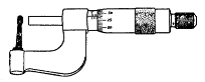
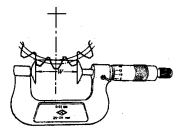
圖3-15 公法線長度測量
測量範圍(mm):0~25,25~50,50~75,75~100,100~125,125~150。讀數值(mm)0.01。測量模數m(mm)≥1。
十一 壁厚千分尺
壁厚千分尺如圖3-16所示。主要用於測量精密管形零件的壁厚。壁厚千分尺的測量面鑲有硬質合金,以提高使用壽命。
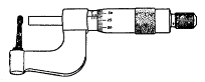
圖3-16 壁厚千分尺
測量範圍(mm):0~10,0~15,0~25,25~50,50~75,75~100。讀數值(mm)0.01。
十二 板厚百分尺
板厚百分尺如圖3-17所示。主要適用於測量板料的厚度尺寸。其規格見表3-2。
表-3-2 板厚百分尺規格 mm
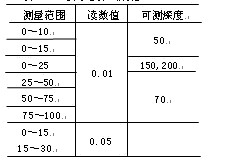
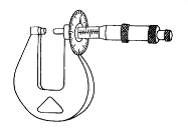
圖3-17 板厚百分尺
十三 尖頭千分尺
尖頭千分尺如圖3-18所示,主要用來測量零件的厚度、長度、直徑及小溝槽。如鑽頭和偶數槽絲錐的溝槽直徑等。
測量範圍(mm) :0~25,25~50,50~75,75~100。讀數值(mm)0.01。

圖3-18 尖頭千分尺
十四 螺紋千分尺
螺紋千分尺如圖3-19所示。主要用於測量普通螺紋的中徑。
螺紋千分尺的結構與外徑百分尺相似,所不同的是它有兩個特殊的可調換的量頭1和2,
其角度與螺紋牙形角相同的。測量範圍與測量螺距的範圍見表3-3
圖3-19 螺紋千分尺
1、2-量頭 3-校正規
表3-3 普通螺紋中徑測量範圍
測量範圍 | 測頭數量 | 測頭測量螺距的範圍(mm) |
(mm) | (副) | |
0~25 | 5 | 0.4~0.5;0.6~0.8;1~1.25;1.5~2;2.5~3.5 |
25~50 | 5 | 0.6~0.8;1~1.25;1.5~2;2.5~3.5;4~6 |
50~75 | 4 | 1~1.25;1.5~2;2.5~3.5;4~6 |
75~100 | ||
100~125 | 3 | 1.5~2;2.5~3.5;4~6 |
125~150 |
十五 深度百分尺
深度百分尺如圖3-20所示,用以測量孔深、槽深和台階高度等。它的結構,除用基座代替尺架和測砧外,與外徑百分尺沒有什麼區別。
深度百分尺的讀數範圍(mm):0~25,25~100,100~150, 讀數值(mm)為0.01。它的測量桿6製成可更換的形式, 更換后,用鎖緊裝置4鎖緊。
深度百分尺校對零位可在精密平面上進行。即當基座端面與測量桿端面位於同一平面時,微分筒的零線正好對準。當更換測量桿時,一般零位不會改變。
深度百分尺測量孔深時,應把基座5的測量面緊貼在被測孔的端面上。零件的這一端面應與孔的中心線垂直,且應當光潔平整,使深度百分尺的測量桿與被測孔的中心線平行,保證測量精度。此時,測量桿端面到基座端面的距離,就是孔的深度。
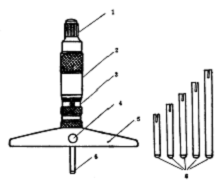
圖3-20 深度百分尺
1-測力裝置;2-微分筒;3-固定套筒;
4-鎖緊裝置;5-底板;6-測量桿
十六 數字外徑百分尺
近來,我國有數字外徑百分尺(圖3-21),用數字錶示讀數,使用更為方便。還有在固定套筒上刻有游標,利用游標可讀出0.002或0.001mm的讀數值。
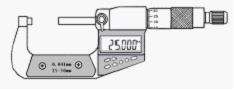
圖3-21 數字外徑百分尺