摘要:從“N-2-1”定位原理、基準統一、定位結構等各方面論述汽車焊接夾具定位設計貴規範化。重點描述定位結構規範化,制定非標設計設計規範,縮短汽車焊接夾具設計周期,降低設計成本。
Auto Welding Jigs Design of Orientation standardization
Abstract: Discuss on auto welding jigs design of orientation from “N-2-1”principle of orientation、benchmark unite、structure of orientation. Especially for describing structure of orientation standardization, establish nonstandard of design into standardization, in order to shorten period of auto welding jigs design, reduce design cost.
Key words: Auto welding jigs, Benchmark,Orientation of design, Structure of standardization
1 前言
國內汽車行業近幾年的快速增長,帶動了國內汽車焊接夾具製造業的快速成長。基本每個新車型投產,均需要投入相應的焊接夾具。按目前市場情況看,從新車型開發到推進市場,要求周期短,進而對焊接夾具設計、製造、調試提出更高的要求。
汽車焊接夾具的功能是為了實現車身零件的正確裝配,保證零件正確搭配和完成焊接。工程上通常從裝配精度、縮短製造周期和可調整性等方面來評價汽車焊接夾具設計的優劣。定位是焊接夾具最基本的元素,也是設計過程主要考慮元素,定位設計規範化在很大程度上提高焊接夾具的性能,縮短周期,提高效益。
2 “N-2-1”定位原理
一般的物體定位按照六點定位原則,即可確定正確位置。對於車身柔性零件的定位,如果僅靠六點定位規則定位,將無法保證零件的正確位置和形狀,因此,在汽車焊接夾具的設計中,經常有過定位的方式定位,即N大於3。“N-2-1”定位原理更加適合汽車焊接夾具設計,防止薄板變形,在汽車焊接夾具上已廣泛應用。根據汽車零件的形狀和考慮焊接夾具製造成本、焊接可操作性等考慮,夾具定位元件的數量N一般選取4-6。
3 定位基準統一
基準統一是機械加工工藝設計的基本思想之一,焊接夾具設計定位基準統一要求保證兩點,第一、保證焊接夾具設計基準與車身設計基準、衝壓基準、檢測基準的統一;第二、保證焊接夾具設計基準在分總成、總成、車身焊接總成的各總成之間保持前後統一。基準統一保證了車身焊接精度,便於查找質量問題原因,提高管理水平。
4 定位結構規範化
汽車焊接夾具基本結構,見圖1,包括:固定平台式底座;定位部件;緊固件連接;氣動-槓桿複合夾緊;操作高度可調。
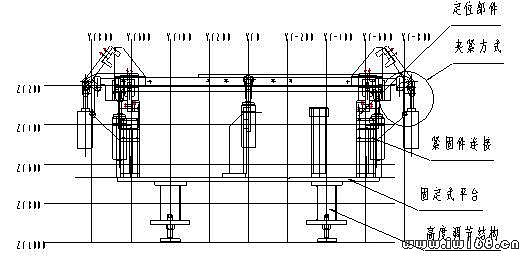
圖1
4.1 固定平台式底座
固定平台式底座有2種,一種是Q235平板式,見上圖1的固定平台。選用平板式的原則:夾具固定平檯面積在1200×500以下的,一般選用平板式。另一種是焊接件式,見圖2。選用該結構的原則:夾具固定平檯面積在1200×500以上的,一般選用焊接件式。焊接件由基板、槽鋼、墊板焊接而成,結構規範化。
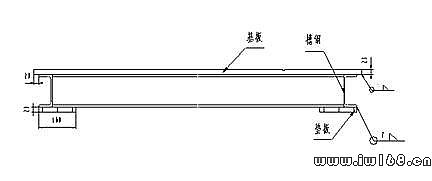
圖2
4.2定位部件:
定位部件是焊接夾具最基本單元,定位部件規範化設計是焊接夾具定位設計規範化重要方面。定位部件的結構一般由角支座
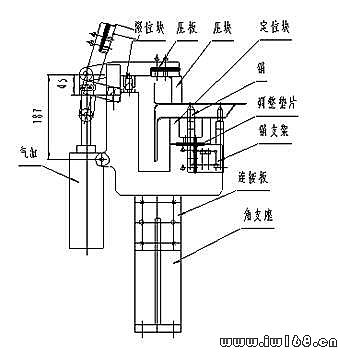
圖3
角支座:也稱定位部件底座,焊接件,見圖4。材料Q235鋼,厚16mm,結構和裝配尺寸可規範化,高度尺寸根據設計要求具體確定,按50mm遞增減等級選用。
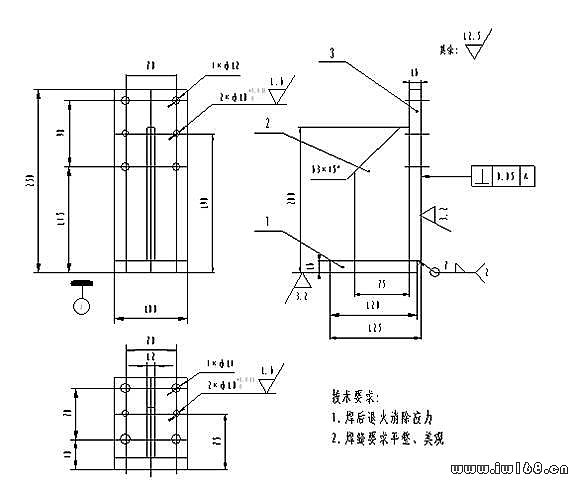
圖4
連接板:連接作用,見圖5,材料Q235鋼,厚16mm。連接板功能是與角支座連接,安裝氣缸、定位塊、壓板、限位等,根據裝配功能尺寸要求,圖示氣缸安裝尺寸、角支座安裝尺寸、定位塊安裝尺寸已規範化,其它尺寸根據設計要求具體確定。
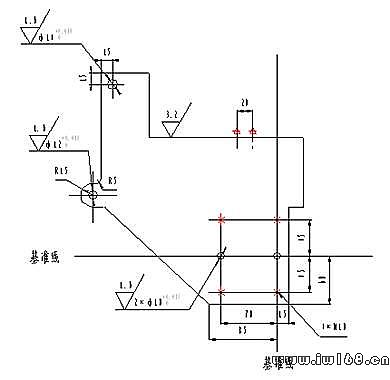
圖5
定位塊:定位零件作用,見圖6,材料45號鋼,厚16mm,熱處理HRC38-43。根據裝配功能尺寸要求,圖示安裝尺寸已規範化,型面定位尺寸根據設計要求具體選定確定。
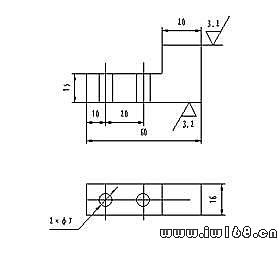
圖6
壓塊:夾緊零件作用,見圖7,材料45號鋼,厚16mm,熱處理HRC38-43。根據裝配功能尺寸要求,圖示裝配尺寸已規範化,型面定位尺寸根據設計要求具體選定確定。
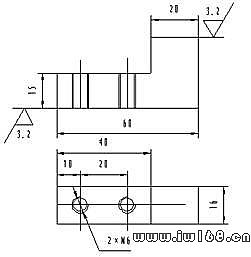
圖7
壓板:氣缸驅動壓緊零件的連接機構,焊接件,見圖8,材料Q235鋼。根據裝配功能尺寸要求,圖示氣缸、連接板的裝配尺寸已規範化,其它尺寸根據設計要求確定。按經驗設計法,兩孔距離L等於氣缸工作行程的一半,氣缸張開角度位置最佳。
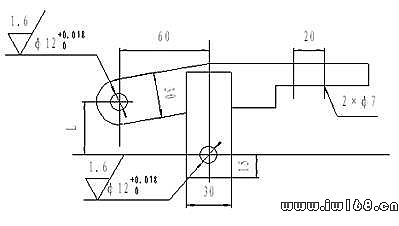
圖8
調整墊片:通過增減墊片達到夾具微調目的,組合件,厚度有1mm、0.5mm,見圖9,材料Q235鋼。根據裝配功能尺寸要求,圖示尺寸已規範化,其它尺寸根據設計要求具體確定。
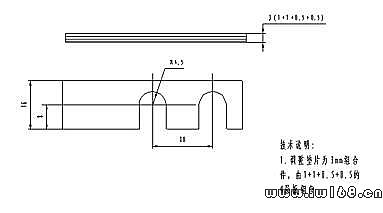
圖9
銷:零件主定位作用,一般有圓銷和菱形銷,圓銷起主定位,菱形銷起副定位作用。見圖10,材料45號鋼,熱處理HRC38-43,銷徑d為孔徑D-0.05mm,有效長度優先採用L大於等於20,並且其工作表面應高於工件6-8mm。根據裝配功能尺寸要求,圖示尺寸已規範化,其它尺寸根據設計要求具體確定。
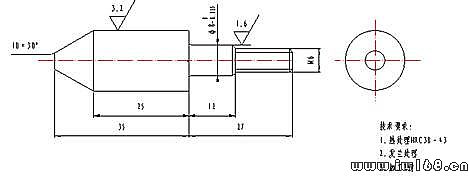
圖10
銷支架:連接銷作用,見圖11,材料45號鋼,熱處理HRC38-43,與銷配合安裝。根據裝配功能尺寸要求,圖示與連接板裝配、銷配合尺寸已規範化,其它尺寸根據設計要求具體確定。
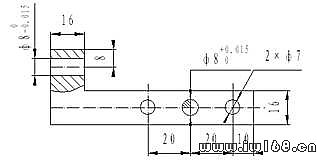
圖11
限位:限位作用,見圖12,組合件,由凸凹件配合,材料45號鋼,熱處理HRC38-43。與連接板、壓板連接方式使用沉頭內六角螺栓,圖示裝配尺寸已規範化,其它尺寸根據設計要求具體確定。
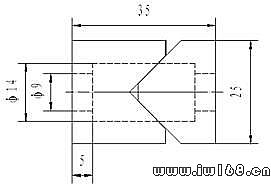
圖12
氣缸:外購件,在氣動行業已形成標準化產品,根據行程和夾緊力設計需要選擇。國內外廠家有德國的FESTO、日本的SMC、中國的江都永堅,可根據客戶需要選擇。
5 結束語
根據“N-2-1”定位原理和基準統一原則,建立汽車焊接夾具定位部件規範化設計庫,科學進行汽車焊接夾具設計,可縮短設計周期,降低生產成本,為企業創造利潤。
參考文獻
林忠欽,汽車車身製造質量控制技術,北京,機械工業出版社,2005.1
王政,焊接工裝夾具及變位機械——性能、設計、選用,北京,機械工業出版社,2001.6