(1) 槽系組合夾具的規格
為了適應不同工廠、不同產品的需要,槽系組合夾具分大、中、小型三種規格,其主要參數如表3-2所示。
表3-2 槽系組合夾具的主要結構要素及性能
規 格 | 槽 寬/? | 槽 距/? | 連接螺栓/(?·?) | 鍵用螺釘/? | 支承件截面 /?2 | 最大載荷/ N | 工件最大尺寸/(?·?·?) |
大型 |
| 75±0.01 | M16×1.5 | M5 | 75×75 90×90 | 200000 | 2500×2500×1000 |
中型 |
| 60±0.01 | M12×1.5 | M5 | 60×60 | 100000 | 1500×1000×500 |
小型 |
| 30±0.01 | M8、M6 | M3 M3、M2.5 | 30×30 22. 5×22.5 | 50000 | 500×250×250 |
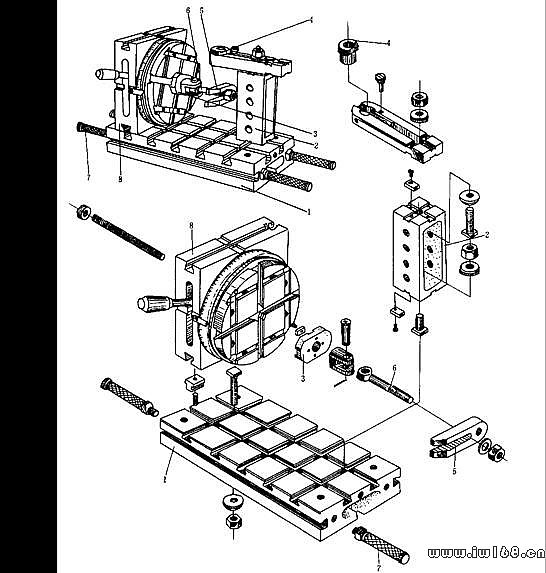
圖3-41 鑽盤類零件徑向孔的組合夾具
1—基礎件 2—支承件 3—定位件 4—導向件 5—夾緊件 6—緊固件 7—其它件 8—合件
(2) 組合夾具的元件
①基礎件 如圖3-42所示,有長方形、圓形、方形及基礎角鐵等。它們常作為組合夾具的夾具體。如圖3-41中的基礎件l為長方形基礎板做的夾具體。
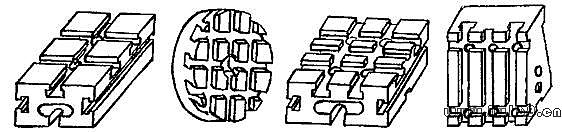
圖3-42 基礎件
②支承件 如圖3-43所示,有V形支承、長
方支承、加肋角鐵和角度支承等。它們是組合夾具中的骨架元件,數量最多,應用最廣。它可作為各元件間的連接件,又可作為大型工件的定位件。圖3-41中支承件2將鑽模板與基礎板連成一體,並保證鑽模板的高度和位置。

圖3-43 支承件
③定位件 如圖3-44所示,有平鍵、T形鍵、圓形定位銷、菱形定位銷、圓形定位盤、定位接頭、方形定位支承、六菱定位支承座等。主要用於工件的定位及元件之間的定位。圖3-41中,定位件3為菱形定位盤,用作工件的定位;支承件2與基礎件1、鑽模板之間的平鍵、合件(端齒分度盤)8與基礎件1之間的T形鍵,均用作元件之間的定位。
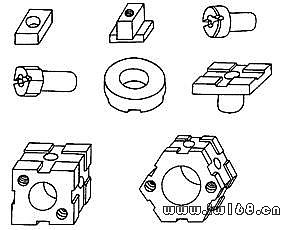
圖3-44 定位件
④導向件 如圖3-45所示,有固定鑽套、快換鑽套、鑽模板、左、右偏心鑽模板、立式鑽模板等。它們主要用於確定刀具與夾具的相對位置,並起引導刀具的作用。圖3-41中,安裝在鑽模板上的導向件4為快換鑽套。
⑤夾緊件 如圖3-46所示,有彎壓板、搖板、U形壓板、叉形壓板等。它們主要用於壓緊工件,也可用作墊板和擋板。圖3-41中的夾緊件5為U形壓板。
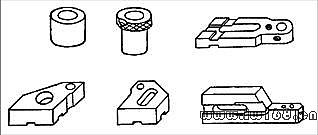
圖3-45 導向件
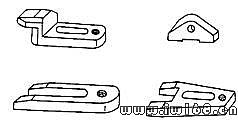
圖3-46 壓緊件
⑥緊固件 如圖3-47所示,有各種螺栓、螺釘、墊圈、螺母等。它們主要用於緊固組合夾具中的各種元件及壓緊被加工件。由於緊固件在一定程度上影響整個夾具的剛性,所以螺紋件均採用細牙螺紋,可增加各元件之間的連接強度。同時所選用的材料、製造精度及熱處理等要求均高於一般標準緊固件。圖3-41中緊固件6為關節螺栓,用來壓緊工件,且各元件間均採用槽用方頭螺栓、螺釘、螺母、墊圈等緊固件緊固。
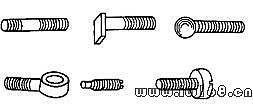
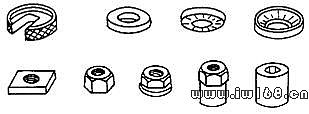
圖3-47 緊固件
⑦其它件 如圖3-48所示,有三爪支承、支承環、手柄、連接板、平衡塊等。它們是指以上六類元件之外的各種輔助元件。圖3-41中四個手柄就屬此類元件,用於夾具的搬運。



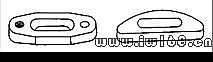
圖3-48 其它件
⑧合件 如圖3-49所示,有尾座、可調V形塊、摺合板、迴轉支架等。合件由若干零件組合而成,在組裝過程中不拆散使用的獨立部件。使用合件可以擴大組合夾具的使用範圍,加快組裝速度,簡化組合夾具的結構,減小夾具體積。圖3-41中的合件8為端齒分度盤。
以上簡述了各大類的主要用途。隨著組合夾具的推廣應用,為滿足生產中的各種要求,出現了很多新元件和合件。圖3-50為密孔節距鑽模板。本體l與可調鑽模板2上均有齒距為1?的鋸齒,加工孔的中心距可在15~174?範圍內調節,並有I形、L形和T形等。圖3-51為帶液壓缸的基礎板。基礎板內有油道連通七個液壓缸4,利用分配器供油,使活塞6上、下運動,作為夾緊機構的動力源,活塞通過鍵5與夾緊機構連接。這種基礎板結構緊湊,效率高。但需配備液壓系統,價格較高。
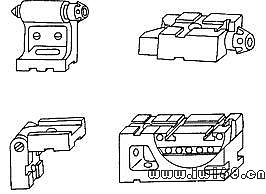
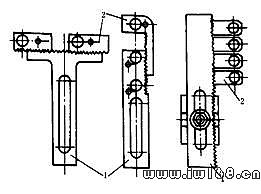
圖3-49 合件 圖3-50 密孔節距鑽模板
l一本體 2一可調鑽模板
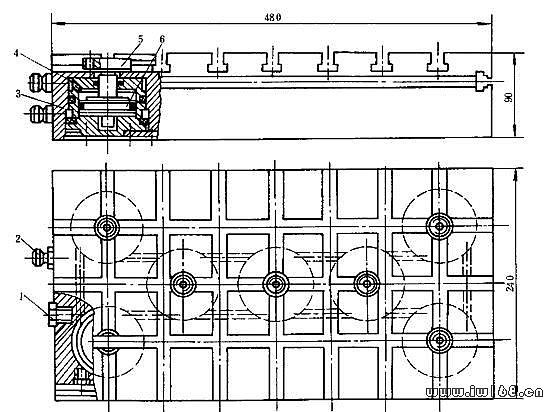
圖3-51 液壓缸的基礎板
1—螺塞 2—油管接頭 3—基礎板 4—液壓缸 5—鍵 6—活塞



