鑽套可分為標準鑽套和特殊鑽套兩大類。標準鑽套的結構參數、村料、熱處理及配合類系等可查有關手冊。標準鑽套又分為固定鑽套,可換鑽套和快換鑽套。
圖1為固定鑽套,鑽套直接壓裝在鑽模板上,固定鑽套結構簡單,鑽孔精度高,但磨損后不能更換。固定鑽套適用於單一鑽孔工序的小批生產。
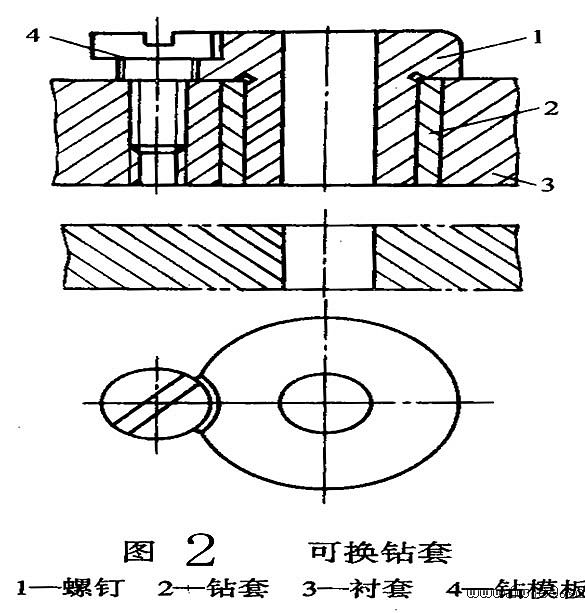
圖2為可換鑽套,鑽套裝在襯套中,襯套壓裝在鑽模板上,由螺釘將鑽套壓緊,以防此鑽套轉動和退刀時脫出。鑽套磨損后,將螺釘鬆開可迅速更換一鑽孔工序。
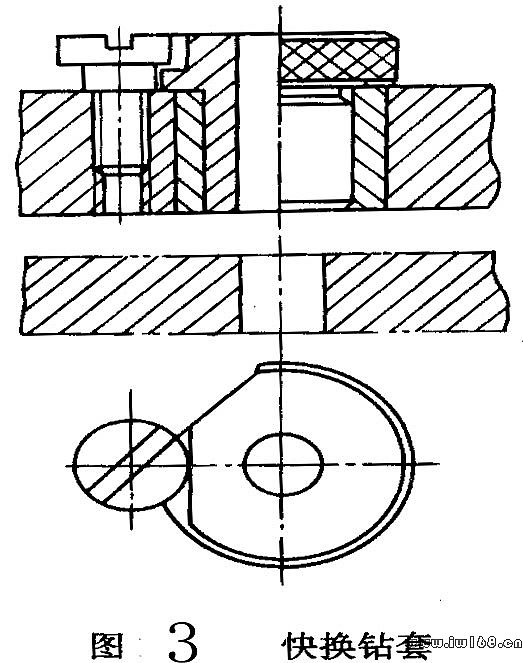
圖3為快換鑽套。其結構與可換鑽套相似。當一個工序中工件同一孔須經多種加工工步(如孔經鑽、擴、鉸或攻螺紋等)時,能快速更換不同孔徑的鑽套,更換時,將鑽套缺口轉至螺釘處,即可取出。
圖4是特殊鑽套,當工件的結構形狀不適合採用標準鑽套時,可自行設計與工件相適應的特殊鑽套。
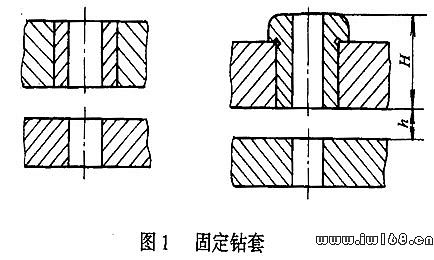

鑽套的高度H增大,則導向性能好,刀具剛度提高,加工精度高,但鑽套與刀具的磨損加劇,一般取H=(1~2.5)d
排屑空間h增大,排屑方便,但刀具的剛度和孔的加工精度都會降低。對鑽削較易排屑的鑄鐵,h=(0.3~0.7)d;對鑽削較難排屑的鋼件,h=(0.7-1.5)d.