[摘要]介紹了如何利用定位裝置實現模具多用及模具設計要點。
關?詞 工藝禮 定位裝置 沖孔模 模具結構
1 引言
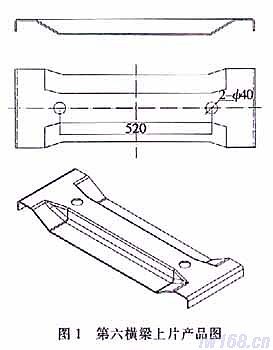
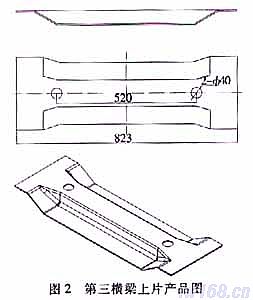
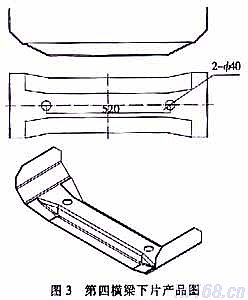
圖1、圖2、圖3是重型卡車車架橫粱的產品圖,儘管橫粱的形狀各異,但它們都有相同的2個φ40mm工藝孔。"一面兩孔"定位,在生產中廣泛應用,這樣能使工件在各個工序上的定位基準統一。基準統—的好處很多,首先,可以減少因定位基準多次變換而產生的定位誤差,從而提高工件的加工精度;其次,各工序所採用的定位基準得到統一,則各工序所使用的定位部分的結構也隨之統一,這樣可以減少模具結構的多樣性,有利於模具的設計與製造。
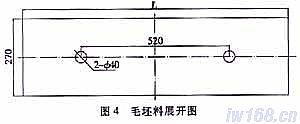
圖4是橫粱坯料的展開圖,各坯料的寬度相同,長度不同,所以我們設計一套多用沖孔模,依靠定位裝置的調整,保證2個φ40mm工藝孔的精確沖制。
2 模具結構
模具整體結構採用單沖模結構。如果兩孔同時沖制,模具結構、選用的衝壓設備噸位、工作檯面都較大。採用單沖模結構,在定位裝置上加以考慮,實現2個φ40mm工藝孔的精確沖制。衝壓設備選用J23-100t壓力機,即提高了設備利用率,又降低了模具成本,如圖5所示。
3 模具工作過程
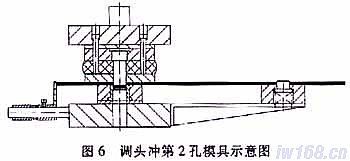
首先選用相應的可轉位定位板17,放置坯料,坯料將定位銷10壓入墊塊9,沖制φ40mm工藝孔;壓力機滑塊抬起,將坯料調轉180 ,用第1個φ40mm工藝孔套入定位銷10定位,沖制第2個φ40mm工藝孔,如圖6所示。
4 模具定位裝置
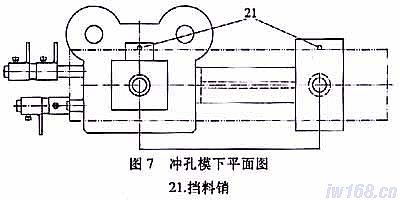
由於坯料的寬度—致,所以寬度方向上採用固定式的擋料銷21定位,如圖7所示。長度方向上採用可轉位定位板17定位,定位板位置,根據坯料的長短,經計算后確定。定位板17可以轉動,使用時,先豎直,再用緊定螺釘固定;使用后,旋轉放置,結構簡單,操作方便。定位銷10採用彈頂結構,保證沖制第1個φ40mm工藝孔時,坯料不會翹曲變形。
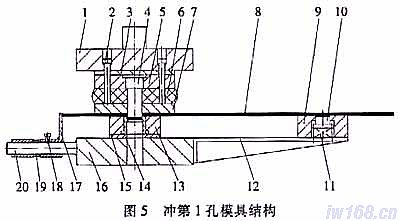
1上模板 2退料螺釘 3凸模墊板 4凸模 5凸模固定板 6退料橡膠 7退料板 8毛坯料 9墊塊 10定位銷 11彈簧 12托架 13凹模固定板 14凹模 15凹模墊板 16下模板 17可轉位定位板 18緊定螺釘 19隔? 20支撐桿
5 結束語
該模具經生產實際應用表明,產品質量穩定,操作簡便,用戶滿意。