近年來,隨著國內汽車業蓬勃發展,作為汽車心臟的發動機產量也逐年攀升,20~40萬年產能的大批量生產線層出不窮,生產節拍越來越短,相應地對生產物流自動化水平提出了更高的要求。
大批量生產的發動機生產線,其生產線內部工序間的輸送普遍已採用龍門式機械手和機動輸送輥道等自動化輸送設備,正常工作狀態下基本可實現無人值守,大大提高了生產效率,同時減少了對工件、夾具的磕碰。
但是在生產線始末端上、下工件,以及不同生產線之間工件轉運,仍然大量依靠人工輔以起吊設備、叉車、液壓托盤車等運輸設備,佔用大量人工,效率低,工件易磕碰,成品不易保護,還造成地面通道運輸繁忙。隨著現代物流輸送技術的不斷進步,以機器人視覺搬運系統為核心的自動化輸送系統可以完全解決上述問題,且已經開始了在國內發動機工廠的應用。
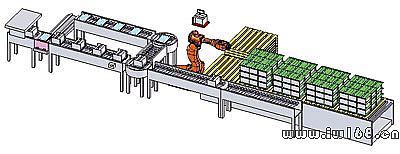
圖1 上料區、下料區示意圖
發動機生產製造對搬運系統的功能需求
完全解決發動機生產製造中的工件轉運問題,首先需明確發動機生產製造系統對機器人視覺搬運系統(以下簡稱搬運系統)的功能需求。搬運系統主要實現對碼放在生產線端頭托盤上的汽車發動機工件(以下簡稱工件)毛坯上線和成品下線的位置偏移測量及自動搬運功能;並自動把工件通過空中EMS(ELECTRIC MONORAIL SYSTEM電動單軌系統)傳送到裝配生產線對應的工序位置。對多品種生產的發動機製造系統,搬運系統還需具備產品種類識別功能,以保證搬運當前所需要的產品,並且保證搬運過程的精確無誤。
搬運系統的組成
整個搬運系統按功能區劃分為三個部分:機器人上料區、機器人下料區、空中EMS輸送系統。
1.機器人上料區、下料區
機器人上料區、下料區功能類似,針對毛坯上線和成品下線兩項工作要求,分別由機器人系統、視覺系統、控制系統、抓具系統、工件輥道傳送線、安全系統、操作台、工件托盤及其它周邊設備組成(見圖1)。
2.機器人系統
採用高性能6軸搬運機器人(見圖2),機器人採用了肘節式結構鋁合金機器人本體,高速運動曲線動態模型優化,加速性能比其他普通機器人高出25%,有利於提高系統壽命、優化工作節拍。機器人控制櫃採用WINDOWS操作界面,中英文多種語言菜單,標準的工業計算機具備硬碟、光碟機、軟碟機、列印介面、I/O信號和多種匯流排介面,可進行遠程診斷,具有示教、編程、存儲、檢測、安全保護、絕對位置檢測記憶和軟PLC功能。系統平均無故障間隔(MTBF)時間長達7萬h。

圖2 搬運機器人
機器人系統具有合理的機械結構和緊湊化設計,6個自由度AC伺服馬達,絕對位置編碼器,所有軸都帶有抱閘。特定的負載和運動慣量的設計,使得速度和運動特性達到最優化。臂部的附加負載對額定負載沒有運動限制,本體和控制器之間電纜長7m, 並可根據需要進行擴展。機器人系統可370旋轉範圍,工作效率更高,其模塊化的機械結構設計,使任何部分都可迅速更換,可調機械手臂,使機器人系統具有更大的活動空間和柔韌性。
(1)視覺系統
視覺系統是指通過機器視覺產品(即圖像攝取裝置)將被攝取目標轉換成圖像信號,傳送給專用的圖像處理系統,根據像素分佈和亮度、顏色等信息,轉變成數字化信號,利用圖像處理軟體對這些信號進行各種運算來抽取目標的特徵,進而根據判別的結果來控制機器人等設備的動作。
其中本搬運系統採用的視覺系統由:採用紅色環形光源、高性能鏡頭、100萬像素相機和分析處理系統等硬體構成。其中處理軟體主要完成包括圖像的增強、分割、特徵抽取以及圖像識別處理等,從而實現對物體的識別功能。Adept公司開發的hexsight,因其操作簡單、功能強大、精度高、速度快、識別能力強,抗環境干擾能力強而得到廣泛應用。它採用的通信方式:RS232/RS485, 乙太網(可選),可以輸出X / Y坐標及旋轉角度的數值。
(2)托盤結構
托盤為型鋼結構,留有叉車口,方便叉車的搬運;托盤之間可以相互定位,疊壘起來方便準確。每個托盤上工件均按單層碼放,托盤層疊擺放后稱為一垛。軸類工件的托盤上加裝“v”字型結構,成品工件的“v”型架表面採用硬質耐磨塑料以保護成品表面。
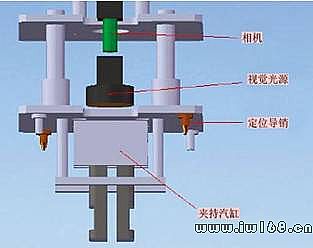
圖3 工件的抓具