滑塊斜銷角度以16o~24o之間最常使用,角度太小則模具厚度增加,角度太大則斜銷受力太大,減低斜銷壽命。
斜銷材質SK3,熱處理至HRC60。
首先要決定滑塊所需的衝程L,衝程受限於產品的undercut深度。
如果說undercut的高度較大,則滑塊高度也相對大,斜銷受力範圍長容易變形卡住,此時變化滑塊外型以使滑塊與斜銷接觸長度固定。
滑塊定位有兩部份:
若undercut面積大則射出時滑塊的受力也會較大,斜銷的強度無法支撐,所以增加止動作用面以加強強度。止動作用面角度以斜銷角度加2度為原則。止動作用面角度不可能小於斜銷角度,角度剛好則從頭到尾整個開模過程都會摩擦,減損斜銷壽命,且有時會發生關模時滑塊與止動作用面撞擊之危險。因為止動作用面只在射出過程中才需受力(模具全關),其它時間不需受力,且角度大些開模容易。但若太大則止動效果不加,或模具模板需加的更寬。
為了縮短斜銷長度,且為了確保足夠的滑動衝程,設計斜銷長度滿足衝程1.2倍。在斜銷長度內時可以防止滑塊脫出,但若模開行程超出斜銷長度時,必須有東西將滑塊之橫向動作定位,以免滑塊脫出或將斜銷打斷毀損模具之危險。
防脫出定位動作的安排
1. 決定關模時的定位位置,接著加上衝程L以決定限位位置。
2. 決定定位組件的尺寸
斜銷長度
M=h/cosα+L/sinα+d/2-H
若滑塊退模量大,則使用滑塊來退模將使模座需要加大很多,改採用凸輪法或油壓法(凸輪法現在幾乎不採用了)
若卡鉤如以下的設計則不需要用滑塊
若滑行支座整體固定所以強度較高(A型),則其公差可采H9,與e6配合,其它採用H7配合。材料使用S50C~S55C。
A型
B型
C型
滑塊長度
產品外形決定了滑塊的高度h與寬度w,通常滑塊長度L選擇1.5w的長度。
所以滑塊的大致長、寬、高可以決定。
| B | 30mm以下 | 30~40mm | 40~50mm | 50~65mm | 65~100mm | 100~160mm |
| C | 8 | 10 | 12 | 15 | 20 | 25 |
| D | 6 | 8 | 10 | 10 | 12 | 15 |
配合部采H7與e6配
合,需配合的尺寸有A與B兩處。
材料 S50C~S55C。
硬度 滑動部硬度HRC40以上。
斜銷配合部分固定部采H7與k6配合,滑動部采0.5~1mm的配合。
滑塊設計細節
1. 受力面積*壓力可以決定出所需的支撐力
2. 支撐力將造成兩部分的變形(如下圖)
變形a(滑塊)
變形b(斜銷)
主要變形分兩部分:
a. 滑塊長度因為壓縮所造成的長度變形。
b. 斜銷受力所造成的變形。
若滑塊高度在40mm以內,滑塊再斜銷前的變形幾乎均勻分佈,變形量可以用簡單的力學公式計算,如下:
Delta = Pi*Ai/As/E*L
Pi 產品射出壓力(kgf/cm^2)
Ai 產品接觸滑塊的投影面積(mm^2)
As 滑塊的斷面面積(垂直滑動方向) (mm^2)
E 鋼的彈性係數 (2.1 * 1000000 kgf / cm^2)
L 滑塊接觸產品面到斜銷的距離
所以滑塊前緣太長,其本身承受的壓縮變形就可能使產品溢料
舉例:
若壓力500kgf/cm^2,受壓力面積5000mm^2,滑塊面積設計為10000mm^2,受力位置到斜銷距離400mm,則變形量a為
500*5000/10000/(2.1*1000000)*400=0.0476(mm)
3. 選擇支撐方式
支撐方式有很多種,簡單的方法直接用斜銷承受支撐力。也可額外加定位件來定位。
4. 計算支撐力是否足夠
支撐力必須足夠以避免產品產生溢料,也就是定位件的強度需足夠
5. 計算尺寸
選擇0.04mm當作溢料的臨界值來計算支撐塊的的尺寸,計算前先扣除變形a部分。
整理如下所有變形量與所施加的受力面積成正比(射出品在滑動方向的投影面積)
Ø 變形a可以簡單的力學公式計算
Ø 變形b與斜銷的寬度成反比
Ø 變形量受固定處圓角的影響。
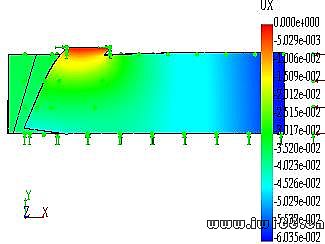
經過以CAE靜力分析,再將所得答案作回歸法歸納經驗公式如下:
變形量為 0.02545 * Alfa * P/500 * W/40*A / 1000 /((H/10)^(2/3))
P為射壓 Kg/cm^2
W為斜銷寬度 mm
A為承受射出壓力在滑塊上的投影面積 mm^2
H為斜銷厚度 mm
Alfa 為滑塊高度修正常數(斜銷接觸處)
if 高度40mm以下,Alfa = 1
if 高度50mm以下,Alfa = 1.18
if 高度70mm以下,Alfa = 2.2
if 高度100mm以下,Alfa=4.8
高度修正常數主要是因為斜銷所承受的力量,不會均勻分佈,若接觸斜銷高度大於40mm時,變形會更加嚴重。比較下列圖可知
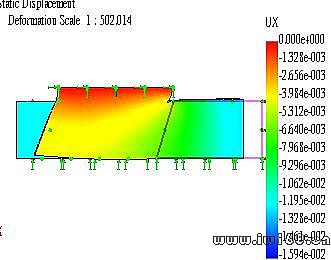
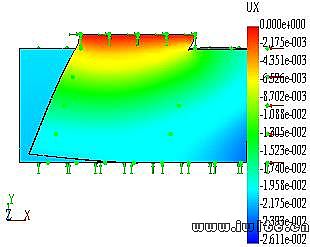
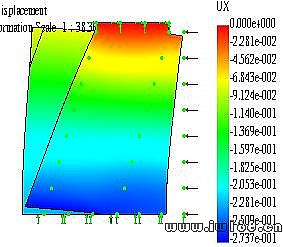 斜銷支撐力無法均勻分佈
斜銷支撐力無法均勻分佈
6. 滑塊尺寸
滑塊長度設計
Ø 一般取Stroke的三倍(滑動Stroke距離后,仍能保持2/3滑塊長以上的滑動接觸距離,M>=2/3L)
Ø 考慮強度時,斜銷的兩邊(前後)必須各留20mm。
Ø 考慮加水管時,水管一般採用8mm的管徑,配合跑水孔則前方肉厚增為28mm(3.5D)。
Ø 若滑塊分兩截時,滑動部在第二截,則第二截的設計同步驟2。第一截的設計因強度要求長度至少取與止動厚度相同,並大於20mm。若加水管則必須大於28mm(3.5D)。第二截因為止動部分在斜銷之前必須要留20mm,所以第二截必須是(20+斜銷厚+20)。
Ø 為使滑動部份減少磨耗,滑塊長度取寬度的1.5倍。
Ø 第五點為建議值,通常僅做參考。
7.模座尺寸
模座所需加長設計(目標:不使滑塊突出模具)
Ø 斜銷支撐法:模座所需加長為滑塊長度+1.2*Stroke
&
Oslash; 直接雕削(I):若1.2*stroke 大於止動塊厚度,則模座所需加長為滑塊長度+1.2*stroke,否則模座所需加長為滑塊長度+止動塊厚度。
Ø 直接雕削(II):一般止動塊強度皆足夠。所以僅考慮模座所需加長為滑塊長度+1.2*stroke。
Ø 插入形定位塊:若1.2*stroke 大於止動塊厚度+止動塊固定部份(1.5*止動塊厚度),則滑塊長度+1.2*stroke 否則滑塊長度+止動塊厚度+止動塊固定部份(1.5*止動塊厚度)。兩種插入形的強度計算原則相同。
滑塊之選擇規則
1. 斜銷固定法
Ø 直接利用斜銷來抵擋射出壓力,適用於滑塊面積較小時。
Ø 因為圓斜銷要製作時要做到精度能配合較為困難,現今大部分改為方形斜銷
2. 直接雕削(I)
Ø 適用於衝程較小之滑塊,並且受力大
3. 直接雕削(II)
Ø 適用於衝程較小,受力大,且成型品的高度與寬度皆很大的場合
4. 側面裝接固定型
甲、 動作衝程小,受力亦不大之側向滑塊,為最常用的形式
5. 插入型(I)
甲、 適用於衝程小,寬度大
6. 插入型(II)
甲、 適用於衝程小,寬度大(加工較前一型簡單)
原則:
1. 基本上衝程較小的滑塊採用斜角撐銷來導引橫向運動,衝程較大的滑塊用凸輪法來處理。
2. 直接雕削方法固定強度高,產品射出時比較不會因為射出壓力變形,但加工困難,若定位部面積大時將導致作用面配合困難。若受力面積又寬又高時,才選用直接雕削(2)
3. 側面裝接與插入型的加工較容易,如果寬度不大採用側面裝接形。若寬度較大採用插入形(2)。側面裝接形很少採用。
4. 定位件採用材料S50C~S55C,且淬火至硬度為HRC52~56。
衝程>100mm選擇使用凸輪法,或油壓缸法。凸輪法現以很少使用。
開始凸輪傾斜角能在25o以下較佳,但如必須在此以上的場合則分兩部份,第一段傾斜5o左右,第二段為所需角度(最大40o)
1. 整體雕削法
甲、 強度較高
2. 錐銷法
甲、 強度高,加工容易(鑽斜洞)
3. 凸輪直接定位
甲、  強度差
強度差
所以若使用凸輪法建議使用錐銷法。
滑塊設計細節
1.
滑塊與滑軌接觸的地方為了逃料,設計可如上圖之小圖示,目前傾向採用方法二。因為滑動部分需上模床,或線割,直接磨或割都很方便。
2. 
插破面一般預壓2~5條,所以上圖尺寸必須精準的面有A,B(滑塊),C(母模板),A,D(公模仁),要使以上的組合精度達到2~5條不容易。變通方法是滑塊尺寸A比公模仁尺寸大上2~5條。其它尺寸改變設計如下。配合上止動塊接觸面需要淬火,所以將滑塊與止動塊部分加裝一塊熱處理過的平板。並采現配處理,一開始取較厚的厚度,太厚則將平板磨薄一點。如下圖
也可以如下處理
將止動塊A部分做長一點,若預壓尺寸不到2~5條,則將止動塊C部分磨掉一些,則止動塊下降,等效於止動面左移,增加預壓尺寸。
同樣的插入法二可以做以下的配合
先將止動塊做長一點,則預壓較大,若過大則將長度磨掉一點。
同樣的如以上的設計時,可將A部分的長度做長一點,屆時再磨短。
標準化:
關於斜銷的設計標準化還需要繼續整理,包括定位件與滑軌的熱處理方法,與採購
滑塊設計時各部
分所需預留或簡短的長度
現配時如何確認預壓尺寸是我們期望的
程序開發:
目前以開發完成
a. 止動塊厚度計算
b. 斜銷厚度計算(直接以斜銷支撐時)
c. 滑塊長度
d. 模座因為滑塊而需加長的尺寸
e. 斜銷長度計算(根據衝程與角度等)
f. 斜銷逃孔(斜銷長度長過滑塊高度時)的尺寸計算。