技術要求的內容
零件圖上通常標出的技術要求內容有:
(一)表面粗糙度;
(二)尺寸公差;
(三)形狀與位置公差;
(四)材料的熱處理和表面處理。
★ 8.6.1 表面粗糙度
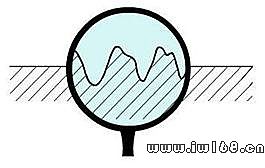
表面粗糙度的概念
零件加工表面上具有較小間距和峰谷所組成的微觀幾何特性稱為表面粗糙度。
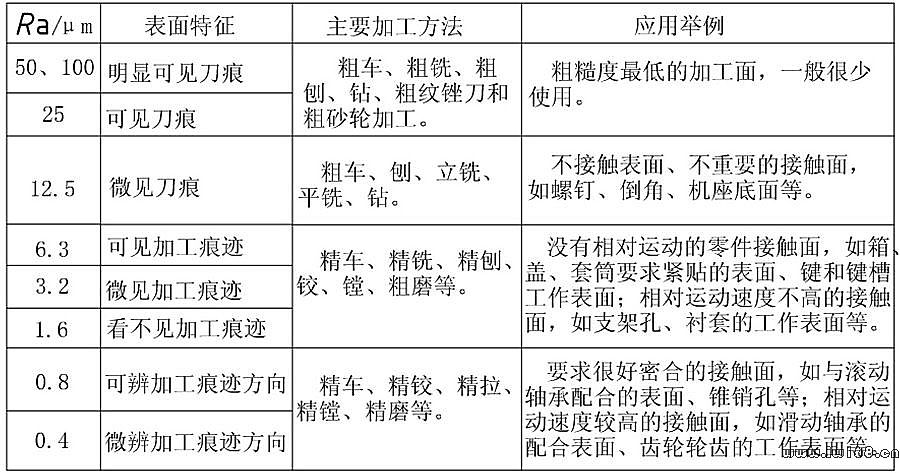
表面粗糙度的選用 要滿足功用要求,又要考慮經濟合理性。
Ra與應用
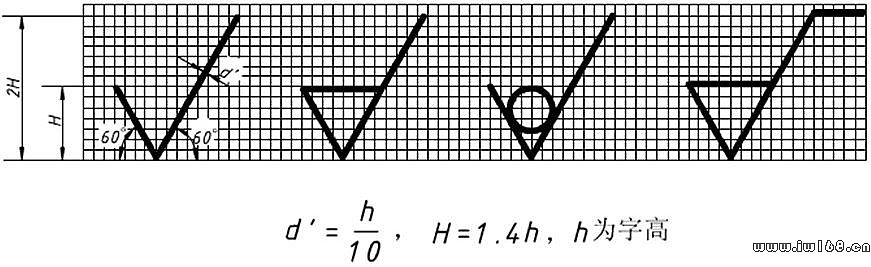
表面粗糙度符號
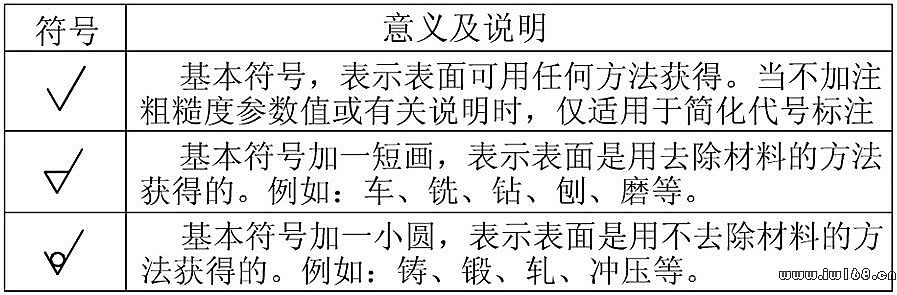
表面粗糙度符號的畫法
表面粗糙度參數Ra的標註

8.6.2 尺寸公差
在零件的加工過程中,不可能把零件的尺寸做得絕對準確。為了保證互換性,必須將零件尺寸的加工誤差限制在一定的範圍內,規定出尺寸允許的變動量,這個變動量就是尺寸公差,簡稱公差。
尺寸公差的有關術語
基本尺寸 根據零件強度、結構和工藝要求,設計確定的尺寸。
實際尺寸 通過測量所得到的尺寸。
極限尺寸 允許尺寸變化的兩個界限值。它以基本尺寸為基數來確定。
尺寸偏差(簡稱偏差) 某一尺寸減其基本尺寸所得的代數值。
尺寸偏差有:
上偏差=最大極限尺寸-基本尺寸
下偏差=最小極限尺寸-基本尺寸
孔的上偏差代號為ES、孔的下偏差代號為EI;
軸的上偏差代號為es、軸的下偏差代號為ei。
尺寸公差(簡稱公差): 允許尺寸的變動量。
尺寸公差=最大極限尺寸-最小極限尺寸
=上偏差-下偏差
公差等級 確定尺寸精度程度的等級。國家標準將公差等級分為20級:IT01、IT0、IT1~IT18。“IT”表示標準公差,公差等級的代號用阿拉伯數字錶示。從IT01至IT18等級依次降低。
標準公差 用以確定公差帶大小的公差。標準公差是基本尺寸的函數。對於一定的基本尺寸,公差等級愈高,標準公差值愈小,尺寸的精確程度愈高。
公差帶圖
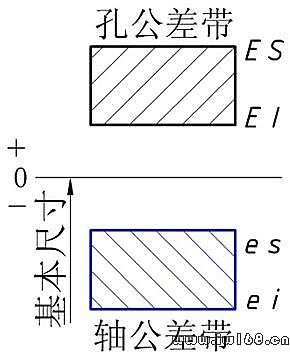
公差帶表示公差大小和相對於零線位置的一個區域。
為了便於分析,一般將尺寸公差與基本尺寸的關係,按放大比例畫成簡圖,稱為公差帶圖。
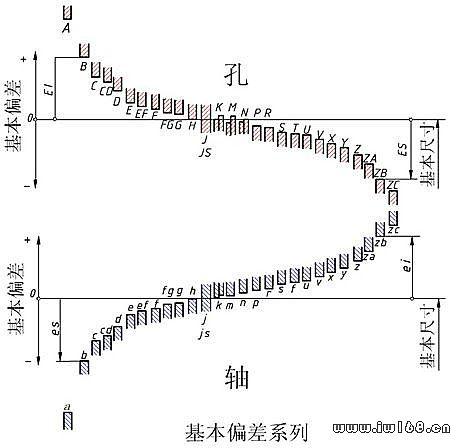
基本偏差
用以確定公差帶相對於零線位置的上偏差或下偏差一般是指靠近零線的那個偏差。
根據實際需要,國家標準分別對孔和軸各規定了28個不同的基本偏差。
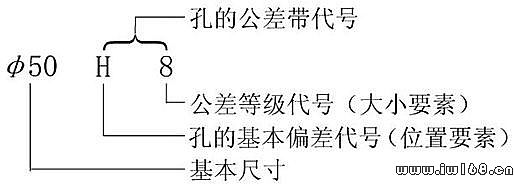
孔、軸的公差帶代號 由基本偏差與公差等級代號組成。
φ50Η8:
基本尺寸是φ50,公差等級為8級,基本偏差為Η的孔的公差帶。
φ50f7:
基本尺寸是φ50,公差等級為7級,基本偏差為f的軸的公差帶。
配合的有關術語
在機器裝配中,將基本尺寸相同的、相互結合的孔和軸公差帶之間的關係,稱為配合。
配合種類:
(a)間隙配合 孔的公差帶完全在軸的公差帶之上,任取其中一對孔和軸相配合都成為具有間隙的配合。
(b)過盈配合 孔的公差帶完全在軸的公差帶之下,任取其中一對孔和軸相配合都成為具有過盈的配合。
(c)過渡配合 孔和軸的公差帶相互交疊,任取其中一對孔和軸相配合,可能具有間隙,也可能具有過盈的配合。
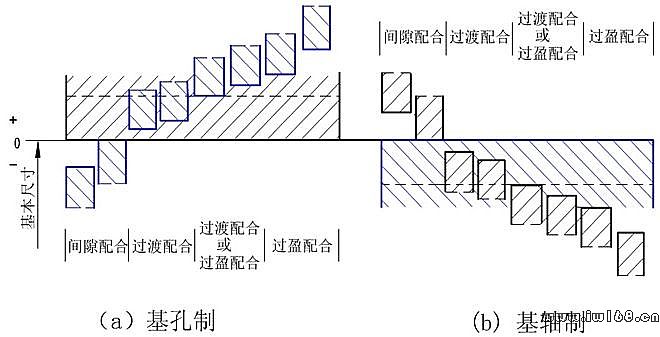
配合的基準制 國家標準規定了兩種常用基準制:
(a)基孔制 基本偏差為一定的孔的公差帶,與不同基本偏差的軸的公差帶構成各種配合的一種制度稱為基孔制。基孔制的孔稱為基準孔,其基本偏差代號為“H”,國家標準規定基準孔的下偏差為零。
(b)基軸制 基本偏差為一定的軸的公差帶,與不同基本偏差的孔的公差帶構成各種配合的一種制度稱為基軸制。基軸制的軸稱為基準軸,其基本偏差代號為“h”,國家標準規定基準軸的上偏差為零。
8.6.3 公差與配合的標註
標註公差有三種形式:
(1)標註公差帶的代號,這種標註法和採用專用量具檢驗零件統一起來,適應大批量生產的需要,不需標註偏差數值。
(2)標註偏差數值,這種注法主要用於小量或單件生產,以便加工和檢驗時減少輔助時間。
(3)標註公差帶代號和偏差數值,在生產批量不明時,可將偏差數值和公差帶代號同時標註。
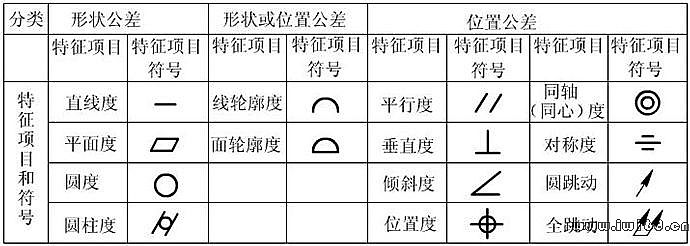
形狀誤差和公差
形狀誤差是指實際形狀對理想形狀的變動量。
形狀公差是指實際要素的形狀所允許的變動全量。
位置誤差和公差
位置誤差是指實際位置對理想位置的變動量。理想位置是指相對於基準的理想形狀的位置而言。
位置公差是指實際要素的位置對基準所允許的變動全量。
形狀公差和位置公差的符號