1 引言
在鈑金設計中,用傳統方法畫展開圖時,只要有一個尺寸算錯,加工后就可能導致零件報廢。但是用Pro/E設計就非常輕鬆,只需輸人精確的折彎半徑,不用作任何尺寸計算,點擊"展開"后,系統會自動展開,得到精確的展開圖。
用Pro/E進行鈑金設計,在平整壁側面創建折彎壁時,會出現SEL RADIUS選取半徑的命令菜單,要求設計人員選擇折彎半徑。系統提供選擇的折彎半徑為:等於工件厚度;等於2倍的工件厚度; "Enter Value輸人值"。實際情況中,對於高精度的扳金件設計來說,折彎半徑正好"等於工件厚度"的情況很少,"等於2倍的工件厚度"更少見,多選取"Enter Value輸入值"。
在Pro/E鈑金設計中,影響展開圖尺寸精度的關鍵因素是折彎半徑。只有輸人精確的折彎半徑,才能得到精確的展開尺寸。可是在Pro/E鈑金模塊中,沒有固定的公式可以計算折彎半徑。使展開圖的尺寸精度,因設計人員的經驗不同而產生程度不同的設計誤差。甚至一些廠家對於精度要求很高的重要鈑金件,寧願用傳統方法作展開圖,也不敢用Pro/E自動生成的展開圖下料。因此,本文重點介紹Pro/E鈑金設計中折彎半徑的確定方法。
2 實測圓角半徑不能作為Pro/E折彎半徑的 "Enter Value輸入值"
傳統的確定展開尺寸的方法,一般通過做試驗,把試樣折彎后,測量成型尺寸,再把成型尺寸和試樣的下料尺寸比較,得出延伸量。名義尺寸減去延伸量,就是下料用的展開尺寸。因為延伸量隨折彎圓角的大小而不同,生產廠家根據鈑金件要求線條簡潔的特點,通常對相同厚度的板材,選用統一的較小圓角R<板厚,得到統一的延伸量,以簡化製造工藝。如果有特殊要求必須採用不同的折彎圓角,則需單獨求出延伸量,但這種情況很少。
如圖l所示的折彎,1.2mm厚的Q235冷板,通常選用7mm寬的下模,已知折彎90°的延伸量為2.l,每翼外檔尺寸都是100的L形工件,其展開尺寸為:100+100-2.1=197.9。
如果板材拆彎2次,就減去2個延申量,折彎3次,減去3個延伸量……依此類推。
如果折彎角度不是90°,其延伸量就要按折彎比例打折扣。如折彎45°,延伸量取二分之一,即1.05,30°。取三分之一,即0.7。
產生相應延伸量的折彎圓角可以實際測量,但是這個實測圓角的折彎半徑,不能作為Pro/E鈑金設計時,SEL RAbIUS選取半徑]/"Enter Value輸人值"使用。仍以1.2mm厚的冷板為例,產生2.1延伸量的圓角半徑(外圓角),實測為R2.5 ,而正確的Pro/E鈑金設計的折彎半徑"Enter Value輸人值"(外圓角)應當是1.9,顯然不是一回事。另外,折彎圓角很難測量精確,尤其對於非直角折彎。
3 確定Pro/E折彎半徑"Enter Value輸入值"的步驟
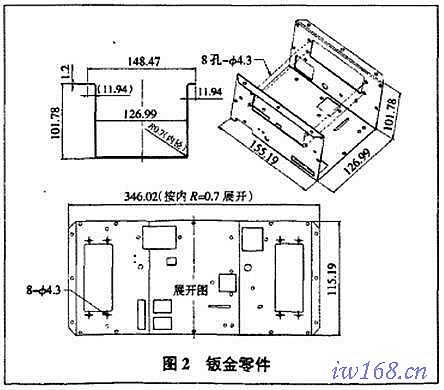
圖2所示的鈑金件,每個壁上都布有大小不等的方孔、圓孔,這些孔都有相應的裝配要求,是個典型的較高精度的鈑金零件。其中8個小4.3孔.同軸度要求在Φ0.1以內。零件材料Q235冷板,1.2mm厚,所有孔都在數控沖床下料時一併作出。對於這種高精度的鈑金件,如果展開的理論尺寸已經含有誤差,加工后的精度就無法保證。現以圖2零件為例,說明Pro/E鈑金設計時,如何確定折彎半徑。
首先在Pro/E鈑金零件設計中,"創建分離的平整壁",作出中間長 126.99的那塊壁。接著使用半徑創建平整壁,作出側邊長101.78的那塊壁。退出草繪前,需要輸入半徑數值,這裡採用系統默認的內側半徑。
1.2mm厚的冷板是常用材料,查得鈑金廠家現成的延伸量數據為2.1,兩塊壁折彎900的展開長應為:
126.99+101.78一延伸量2.1=226.67 Pro/E設計中輸人半徑數值后,如果展開長=226.b7,這個半徑就對了。
根據經驗,常用鋼板的Pro/E折彎輸人內半徑都小於且接近板材厚度,所以先設內半徑R=1.00鈑金生成后,點擊"Flat Patte。平整陣列"展開,得到展開長226.540輸人半徑偏大,需調整;
接著用R=0.7輸人,得到展開長226.67,與用延伸量算出的展開尺寸相等。
零件上共有4處折彎,折彎半徑都相同。零件成型后,用"Flat Pattern平整陣列"展開.得到展開長=346.020現在用延伸量數據來驗算展開長:
126.99+(101.78+11.94 )x2-4x2.1=346.03
2個展開長數據比較,存在設計誤差0.01 mm。考慮到折彎一次時兩者都等於226.67,誤差為零.這個精度應該可以接受。如需更精確,可以設R=0.697,自動展開后,折彎一次和折彎4次的尺寸,都和延伸量求出的尺寸相同,誤差均為零。
圖2零件由於輸人了精確的半徑數值,因而得到準確的展開尺寸,進而為零件達到成品精度要求,包括8個tb4.3mm孔的同軸度要求,創造了條件。
本例鈑金也可用拉伸方法設計,截面一次性草繪完成,然後拉伸155.19mm。但是草繪截面時,也要輸人用上述方法得到的內半徑0.7mm或外半徑1.9mm,才能得到正確的展開長346.02mm
確定Pro/E折彎半徑的步驟歸納為:
(1)已有該規格的延伸量數據,如果沒有,可用試驗求得;
(2)在Pro/E中"創建分離的平整壁",再"使用半徑創建平整壁"
(3)設內R板厚,完成L形鈑金件的創建;
(4)使用"Flai Pattern平整陣列"展開,把該展開尺寸和用傳統的延伸量算出的尺寸進行比較;
(5)如果展開尺寸數據有誤差,修正R值;
(6)代人修正的R值。如果展開尺寸還有誤差,繼續修正R值,直到取得正確的展開尺寸。這時候的R值,才是需要的折彎半徑"Enter Value輸人值"。
如果鈑金零件要折彎多次,可以把R值加人Pro/E的"參數",這樣,每次創建折彎時,只要點擊參數,而不用輸入具體數字,避免了數字輸錯的風險。具體操作如下:
點擊菜單管理器的設置(set up)參數(Parameters ),打開"鈑金參數"對話框.在"預設值和參數"中選擇"SMT_ DFLT BEND_ RADIUS",在"值"文本框中輸人0.7,然後點擊"確定"完成"完成"。這樣,在[SEL RADIUS選取半徑衛的命令菜單中,就會多出一個"By Param(按參數)"的選項。操作時點擊"By Param(按參數)"即可。
4 常用鋼板的折彎半徑"Enter Value輸入值"
筆者把Pro/E鈑金設計中,常用鋼板的折彎半徑"Enter Valuesh輸人值",以及其它相關參數列於表1,與同行們交流,這些參數已經過實際生產的長期驗證,表1內延伸量為折彎90°的數據。[[確定Pro/E折彎半徑的步驟歸納為:
(1)已有該規格的延伸量數據,如果沒有,可用試驗求得;
(2)在Pro/E中"創建分離的平整壁",再"使用半徑創建平整壁"
(3)設內R板厚,完成L形鈑金件的創建;
(4)使用"Flai Pattern平整陣列"展開,把該展開尺寸和用傳統的延伸量算出的尺寸進行比較;
(5)如果展開尺寸數據有誤差,修正R值;
(6)代人修正的R值。如果展開尺寸還有誤差,繼續修正R值,直到取得正確的展開尺寸。這時候的R值,才是需要的折彎半徑"Enter Value輸人值"。
如果鈑金零件要折彎多次,可以把R值加人Pro/E的"參數",這樣,每次創建折彎時,只要點擊參數,而不用輸入具體數字,避免了數字輸錯的風險。具體操作如下:
點擊菜單管理器的設置(set up)參數(Parameters ),打開"鈑金參數"對話框.在"預設值和參數"中選擇"SMT_ DFLT BEND_ RADIUS",在"值"文本框中輸人0.7,然後點擊"確定"完成"完成"。這樣,在[SEL RADIUS選取半徑衛的命令菜單中,就會多出一個"By Param(按參數)"的選項。操作時點擊"By Param(按參數)"即可。
4 常用鋼板的折彎半徑"Enter Value輸入值"
筆者把Pro/E鈑金設計中,常用鋼板的折彎半徑"Enter Valuesh輸人值",以及其它相關參數列於表1,與同行們交流,這些參數已經過實際生產的長期驗證,表1內延伸量為折彎90°的數據。
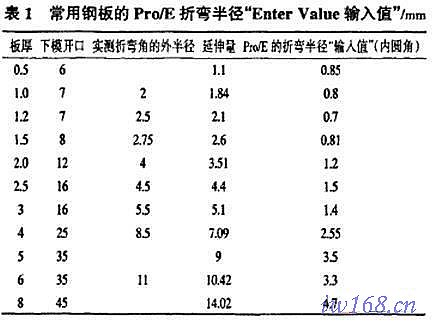
下模開口尺寸決定了折彎圓角的大小,表1中的下模開口尺寸是實際生產中最常用的。如果對圓角有特殊要求,只需改變下模開口尺寸,並用試驗方法得出延伸量數據,然後用前述方法求出具體的Por/E折彎半徑輸人值。
下模開口尺寸決定了折彎圓角的大小,表1中的下模開口尺寸是實際生產中最常用的。如果對圓角有特殊要求,只需改變下模開口尺寸,並用試驗方法得出延伸量數據,然後用前述方法求出具體的Por/E折彎半徑輸人值。