常用馬氏體、奧氏體不鏽鋼中含碳極少,含鉻、鎳鉸多,材料雖硬度不高,但韌性大,切削變形、切削溫度、加工硬化程度較高。為改善冷卻效果,提高鑽頭耐用度,必須控制斷屑與排屑。本文結合作者在上海理工大學附屬工廠對核電站用支撐板鑽孔的試驗研究成果,分析了鑽削不鏽鋼時各種屑形生成原理,論述了最佳屑形與切削參數之間的微妙關係。從而提出了控制最佳屑形、達到有效斷屑的方法。
1不鏽鋼斷屑鑽的切屑形態與產生條件
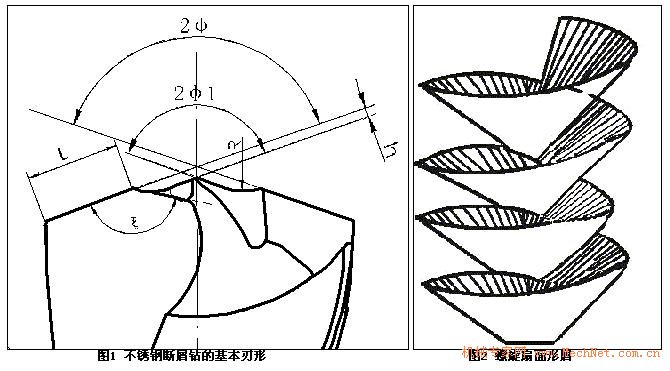
不鏽鋼斷屑鑽的基本刃形如圖1所示。其特點是:磨出較大鋒角(2F)及很淺的圓弧刃(半徑R),生成了外直刃(寬度L)與內、外刃高度差h。通過修磨鑽心部位前刀面生成了內直刃、內刃鋒角(2F1),留下很短的橫刃。下面分述這種鑽型切出的切屑形態與產生條件。
螺旋帶狀屑:如圖2所示。這種切屑捲曲所佔空間大,易阻塞,不會斷屑,影響鑽頭冷卻效果。
生成原理:麻花鑽刀刃各點切削速度不同。外刃處速度高,切屑流動快,切屑較長。越近中心速度越低,切屑排出越慢,切屑長度越短。這種外刃捲成較大半徑的弧狀,近中心處捲成較小半徑的切屑,如不分斷,就形成螺旋扇面形。這是麻花鑽直線刀刃最常見的切屑。
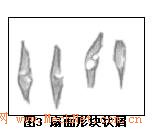
螺旋帶狀屑的寬度取決於外刀刃寬度,一般L=0.25~0.3d (d—鑽頭直徑)。當L較小時,刀刃各點切削速度相差不多,刀刃前角大,切削變形較小,切屑排除流暢,可捲曲成一條較窄的螺旋帶狀屑。帶狀屑會纏繞在鑽頭螺旋刃上,不易折斷,排出時安全性較差。扇面塊狀屑:出現在內凹圓弧刃上,如圖3所示。這種切屑為短塊狀,是自然卷斷的,切屑較易排出與清理。
生成原理:圓弧刃上各點切屑流向不同,其規律是各點切屑流向均通過圓弧刃的中心(刀刃法向)。切屑在捲曲過程中沿圓弧刃方向的附加變形,使得切屑展開成扇面形並撕裂形成塊狀屑。
細長螺旋屑:出現在外刃或內直刃上,如圖4所示。這種切屑不易折斷。
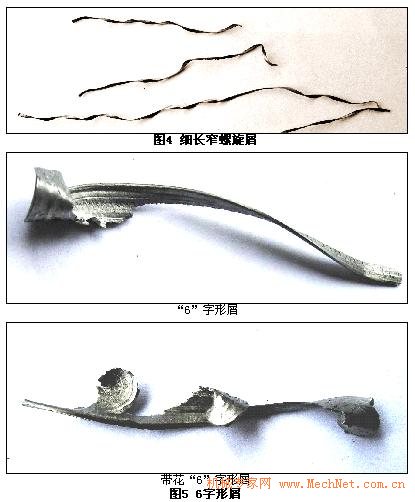
生成原理:
鑽頭左右刃磨得不對稱,外刃長的一邊多切了對邊短刃未切除的一段余量。切屑寬度就是不對稱量。
內直刃磨出較大的前角和卷屑槽時,也可能出現細長螺旋屑,但其螺旋導程比外直刃的小。
「6」字形屑:出現在圓弧槽很淺的外刃與圓弧複合刃上,如圖5所示。「6」字形屑能穩定的自動排出折斷。
生成原理:鑽孔開始時外刃與圓弧刃切下連成一體的塊狀屑,(「6」字形屑的頭部)卷到一定長度后,沿圓弧刃方向的附加變形,使切屑分裂,開始分屑,外刃與圓弧刃切屑分別排出。外刃一段為帶狀屑,(「6」字形屑的尾巴),圓弧刃切屑為塊狀屑。「6」字形屑到達一定長度后,切屑在鑽槽中碰到上邊的槽壁,切屑受到外加的彎矩而折斷,其長度與螺旋槽二分之一導程基本一致。若切屑未碰到鑽槽,排出到空間一定長度后,也可隨著鑽頭的旋轉甩斷。其長度約為60~100mm左右。
帶鋼筋的「6」字形屑:出現在外刃與圓弧刃左右不對稱的情況,如圖6所示。這種切屑厚度加倍,更易折斷。但加重刃口負荷,影響鑽刃壽命。
生成原理:
在「6」字形屑生成的條件下,若外刃磨得長短不一,長得一邊必然要多切除對邊短刃未切除的一段余量,生成外刃與圓弧刃交界處的凸筋。
橫刃磨得不對中心,使鑽孔擴大,切削表面外徑處出現台階。最大外經一邊的刀刃,必然將對邊未切掉的台階一併切除,生成外刃處的凸筋。
帶花螺旋帶狀屑:出現在圓弧刃磨得略深的情況,如圖7所示。切屑硬厚,較難折斷,排出時安全性較差。
生成原理:在生成「6」字形屑的條件下,若圓弧槽略深,外刃與圓弧刃交點處雖出現時連時分的排屑狀態,但以分屑為主。外刃與圓弧刃切屑連成一體的時間很短,出現一段段的」花」狀的連體屑。
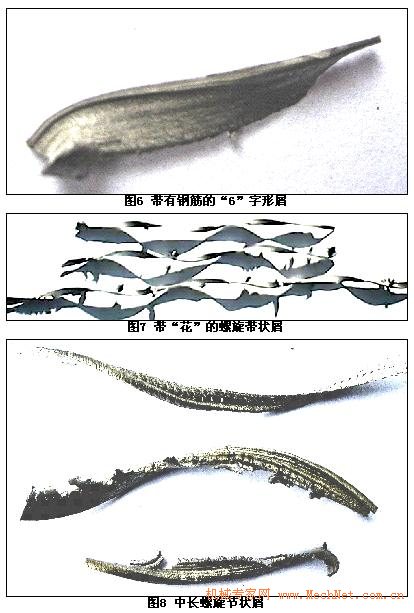
中長螺旋節狀屑:出現在外刃與原弧複合刃上,如圖8所示。切屑硬厚,較難折斷,排出時安全性較差。
生成原理:在材料塑性較好、進刀量較大的條件外刃與圓弧刃交點處基本上是出現連體狀切屑。但較厚的切屑沿圓弧刃方向展開成扇面形的附加變形過程中,切屑被拉裂成節狀屑,並與外刃帶狀屑連一體。
2影響切屑形態的因素與控制
鑽頭刃型參數對屑形的影響,如圖1所示。
圓弧刃半徑R:
R過小:形成分屑點尖角x小,當x<150°時切屑易分開,外刃出帶狀屑,圓弧刃出扇面塊狀屑。
R過大:形成分屑點尖角x大,當x>170°時外刃、圓弧刃屑易連成一體,出短的螺旋扇面形屑。
R適中:形成x=155~165°時,外刃流屑方向與相臨圓弧刃屑流向夾角較小,時連時分,此時正是生成「6」字形屑的條件。最佳x角,與材料韌性、切屑厚度等因素有關,不是常數。可通過試切來探詢。
內、外刃高度差h
圓弧刃較深時,外刃與圓弧刃形成自然分屑點,外刃出帶狀屑,圓弧刃出塊狀屑。圓弧刃較淺時,外刃與圓弧刃形不成自然分屑點,切屑連成一體生成短的螺旋扇面形屑。
圓弧刃深度用內外刃垂直高度差h來控制,h值與進刀量(切削厚度)成一定比例時,一般宜控制h值約為0.8f.較為適合。
外刃鋒角:
外刃鋒角2F過小時(2F<125°)難以磨出x=150~165°尖角。切屑易卷在容屑槽內,不宜排除。實踐經驗表明,2F=135°~140°,切屑流出方向逼近與鑽頭軸線平行,有利排屑。而且容易形成較大的x角,控制出現「6」字屑。
圓弧半徑R°、內外刃垂直高度差h、分屑點尖角x、外刃鋒角2F四個參數是有關聯的。通常R由刃磨砂輪圓角半徑決定,選定2F后h、x可通過調整鑽頭刃磨機的工藝參數控制。
材料韌性對屑形的影響
材料韌性大,x角必須磨得更小才能使屑分開。否則切屑連塊不分。材料韌性低,x角宜磨得大些。
刀具磨損對屑形的影響
鑽刃分屑尖角處磨平或崩刃后,造成實際x增大。當實際x過大(>165°),可引起屑形從分到連的轉變。因此,不鏽鋼斷屑鑽的磨鈍的標準或耐用度應以屑形的改變為根據。屑形從6字形變為短塊狀,既應換刀。我們曾發生過由於尖角處磨平,寬的短塊狀屑卡死扭斷鑽頭的事故。
鑽頭橫刃對中誤差對屑形的影響
橫刃不對中反映在鑽孔直徑的擴大,使副刃單邊工作,造成鑽頭棱邊負后角磨損,這種非正常損壞使鑽頭壽命大大縮減。
橫刃不對中使兩刃切削圖形變化,某一邊切雙倍厚的切屑,而另一邊切較薄的切屑。雙倍厚的切屑只是在切屑鋼筋上,切屑厚而硬,改為長帶狀屑,難以形成6字形屑。
切削用量對屑形的影響
加大進刀,切屑變厚,易生成塊狀屑,相反,易生成帶狀屑。
改變鑽頭切削速度,對切削變形略有影響。一般高速鋼鑽頭切削速度不可能有較大變化。但有些不鏽鋼對屑形非常敏感,降低鑽頭轉數有利於生成塊狀屑。
3結論
分析鑽削試驗的結果可知,各類切屑形態中,「6」字形屑最佳。短螺旋帶狀屑也可接受。其它類型的切屑如長帶狀屑、帶鋼筋的切屑、帶花的螺旋帶狀屑都應防止。
控制生成「6」字形屑,合理使用鑽頭應滿足的條件是:
控制鑽頭刃形參數:鋒角2F=135~140°,外刃長L=0.25d,分屑點尖角x=155°~165°,外刃與圓弧刃垂直高度差h=0.8f
控制鑽頭刃磨對稱精度:橫刃對中度,外刃、內刃、圓弧刃跳動量越小越好。一般使用鑽頭刃磨機,可在線測量內外刃跳動量。橫刃不對中誤差<0.02~0.03mm是可行的。手工刃磨左右兩刃難以對稱,必然會產生帶鋼筋的切屑,加快鑽頭的磨損。
選擇合理的鑽削用量:鑽削不鏽鋼宜用較低切削速度,適中的進刀量。普通高速鋼鑽頭推薦v=15~18m/min f≈0.015d mm/r,使用充足的乳化液冷卻。這樣刀具耐用度可維持100分鐘左右。