數控銑削加工路線的確定(三種典型零件舉例)
在數控加工中,刀具(嚴格說是刀位點)相對於工件的運動軌跡和方向稱為加工路線。即刀具從對刀點開始運動起,直至結束加工所經過的路徑,包括切削加工的路徑及刀具引入、返回等非切削空行程。加工路線的確定首先必須保證被加工零件的尺寸精度和表面質量,其次考慮數值計算簡單,走刀路線盡量短,效率較高等。
下面舉例分析數控機床加工零件時常用的加工路線。
(1)輪廓銑削加工路線的分析 對於連續銑削輪廓,特別是加工圓弧時,要注意安排好刀具的切入、切出,要盡量避免交接處重複加工,否則會出現明顯的界限痕迹。如圖a所示,用圓弧插補方式銑削外整圓時,要安排刀具從切向進入圓周銑削加工,當整圓加工完畢后,不要在切點處直接退刀,而讓刀具多運動一段距離,最好沿切線方向退出,以免取消刀具補償時,刀具與工件表面相碰撞,造成工件報廢。銑削內圓弧時,也要遵守從切向切入的原則,安排切入、切出過渡圓弧,如圖b所示。

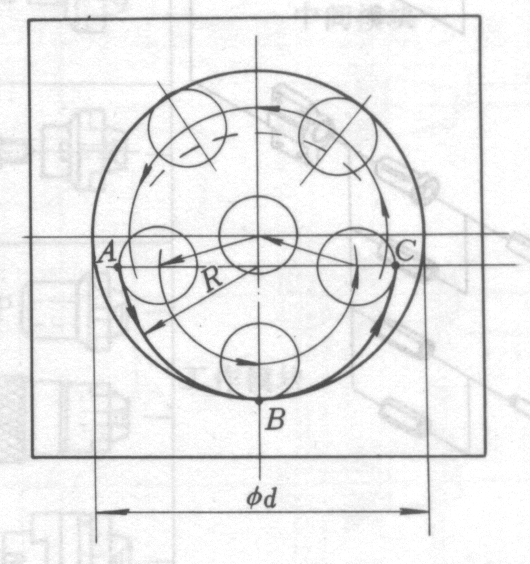
a) b)
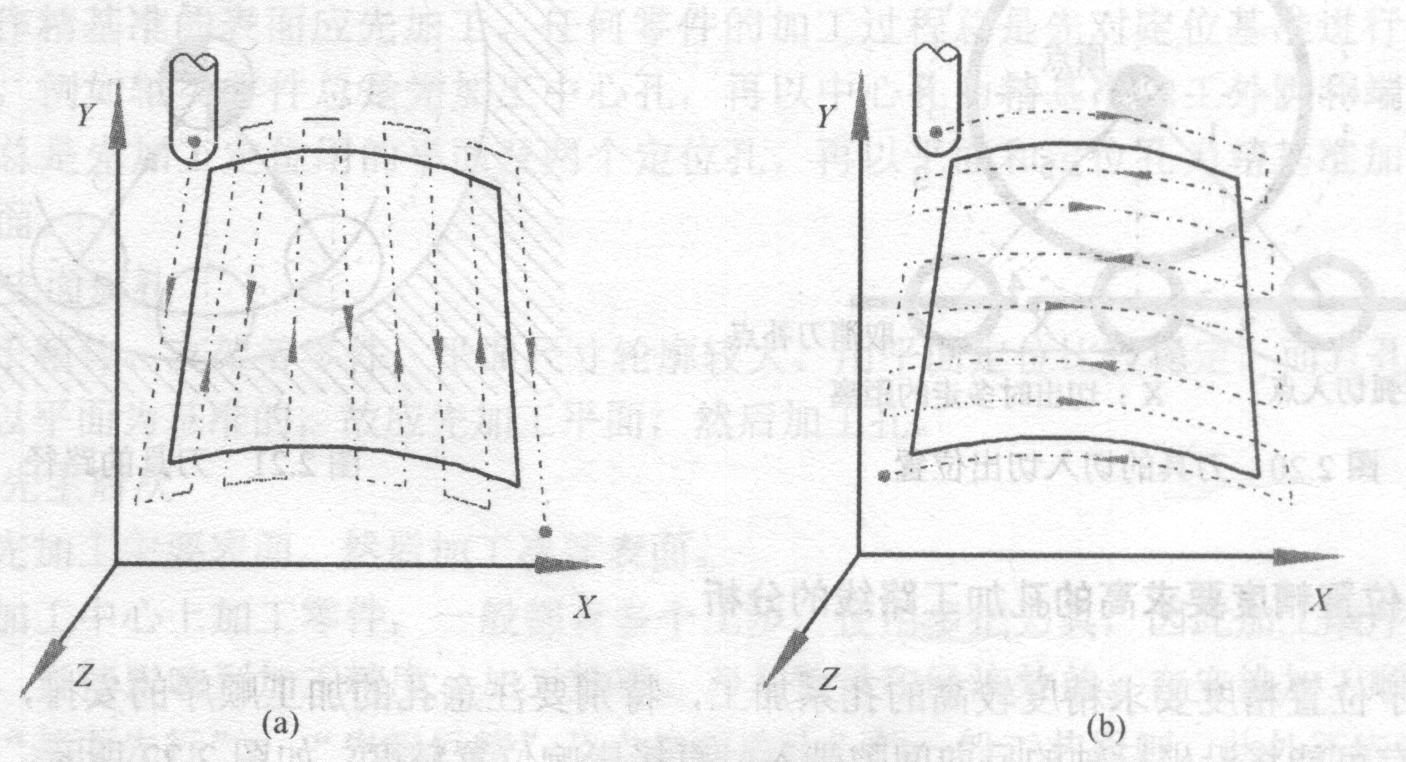
(2)曲面的加工路線的分析 對於邊界敞開的直紋曲面,加工時常採用球頭刀進行「行切法」加工,即刀具與零件輪廓的切點軌跡是一行一行,行間距按零件加工精度要求而確定,如圖所示的發動機大葉片,可採用兩種加工路線。採用圖a的加工方案時,每次沿直線加工,刀位點計算簡單,程序少,加工過程符合直紋面的形成,可以準確保證母線的直線度。當採用圖b所示的加工方案時,符合這類零件數據給出情況,便於加工后檢驗,葉形的準確度高,但程序較多。由於曲面零件的邊界是敞開的,沒有其它表面限制,所以曲面邊界可以延伸,球頭刀應由邊界外開始加工。
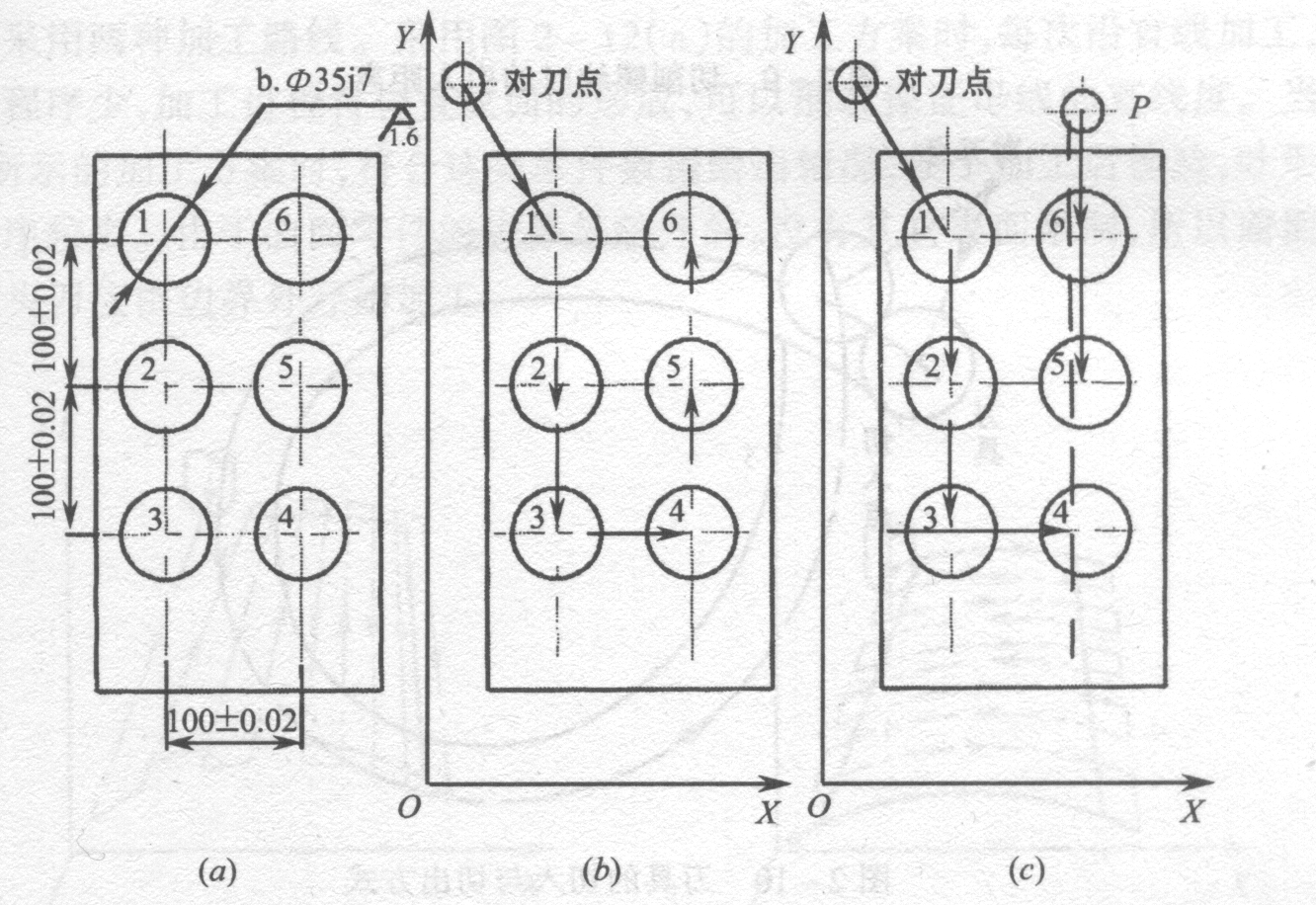
(3)孔系加工的路線 對於位置精度要求精度較高的孔系加工,特別要注意孔的加工順序的安排,安排不當時,就有可能將沿坐標軸的反向間隙帶入,直接影響位置精度。如圖所示,圖(a)為零件圖,在該零件上加工六個尺寸相同的孔,有兩種加工路線。當按(b)圖所示路線加工時,由於5、6孔與1、2、3、4孔定位方向相反,Y方向反向間隙會使定位誤差增加,而影響5、6孔與其他孔的位置精度。按圖(c)所示路線,加工完4孔后,往上移動一段距離到P點,然後再折回來加工5、6孔,這樣方向一致,可避免反向間隙的引入,提高5、6孔與其他孔的位置精度。