一、目的與要求
1、掌握HNC-21T數控系統常用指令及子程序的編程技巧。
2、通過對零件的加工,了解數控車床的工作原理。
3、了解典型零件的數控車削加工工藝。
二、儀器與設備
(1)配備華中世紀星數控系統的CK6032卧式車床一台。
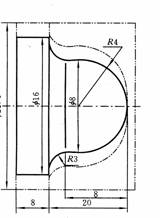
(2)尼龍棒(或塑料棒)一根(長50?60mm,毛坯外形如圖中雙點畫線部分),外圓端面車刀一把
三、相關知識概述
1、輔助功能指令(M代碼)及準備功能指令G代碼。
2、子程序調用指令(M98)及子程序返回指令(M99)
四、實驗內容
1、工藝分析。
1)技術要求。
如圖所示,通過三次調用子程序進行循環加工,
每次背吃刀深度為0.9mm(半徑值)。
2)加工工藝的確定。
①裝夾定位的確定:三爪卡盤夾緊定位,工件前端
面距卡爪端面距離40mm。
②刀具加工起點及工藝路線的確定。
③加工刀具的確定:外圓端面車刀.(刀具主偏角930,刀具材質為高速鋼)。
④切削用量:主軸轉速460r/min,進給速度80mm/min。
3、數學計算。
①假設程序原點,建立工件坐標系(以工件後端面與軸線的交點為程序原點)。
②計算各節點相對位置坐標值。
4、參考程序如下。
%0001
N1 G92 X30 Z30
N2 M03 8400
N3 GOO X23 Z20
N4 M98 P0002 L3
N5 G90 GOO X30 Z30
N6 M30
%0002
N1 G01 U-19.4 F300
N2 G03 U8 W-4 R4 F80
N3 G01 W-5
N4 G02 U6 W-3 R3。
N5 G01 U2
N6 W-8
N7 GOO U2
N8 W20
N9 U-0.4
N10 M99
5、輸入零件程序。
6、進行程序校驗及加工軌跡模擬,修改程序。
7、進行對刀操作。
8、X軸向負向退出一定距離,單段方式下加工。測量修調o
9、到對刀位,自動加工。