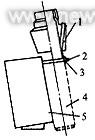
圖1所示為打撈器外筒體局部,要求加工出圓柱面16個斜角為15º、直徑為φ10的斜孔。很顯然要在鑽床上直接加工出這樣的斜孔是很困難的,存在鑽頭不易對中、鑽進打滑、鑽頭易折斷等問題。為此設計了圖2所示的夾具,通過與可傾式工作台配合使用,高質量地加工出斜孔,實踐證明效果很好。

圖1
1 夾具的工作原理
該夾具由鑽模、螺栓以及專用壓板等組成,工件通過螺栓專用壓板固定在可傾式工作台上,鑽模通過螺紋固定在工件上。通過夾具,圓柱面上的傾斜角為15º的斜孔變成15º圓錐上的直孔,並通過可傾式工作台的傾斜,使鑽床易於加工,鑽頭由鑽模引導孔的作用易於對正,易於鑽進。鑽模靠其內孔台階面內孔以及螺紋與工件實現定位。
加工時,鑽模通過螺紋固定在工件上,引工件一起固定在已調整好斜角的工作台上,斜角為75º(90º-15º=75º)。加工完一個孔后,稍鬆開壓板,轉動工件就可加工下一個孔。
1.鑽模 2.螺栓螺母 3.專用壓板 4.工件 5.可傾式工作台
圖2
2 鑽模製造
1)鑽模特點
如圖3所示,鑽模錐面錐角必須等於工件斜角的2倍,下端內孔與工件應有0.05mm~0.1mm的間隙以便裝夾、拆卸操作方便。
圖3
2) 鑽模製造工藝質量
製造可按以下工序進行:
?鑽模體下端內孔留余量3mm,其餘尺寸車成形;鑽套內孔留余量0.3mm,其餘車成形。
?鑽模體6孔加工成形。
?鑽套鑲進鑽模。
?車鑽模體內孔成形,鑽套也隨之成形。
?退出鑽套淬火(退出鑽套時可作記號)。
?鑽套重新鑲進鑽模體,注意鑽套的正確位置(恢復淬火前的位置),如有鬆動可用樂泰壓氧膠粘結。
?絞制鑽套孔成形。
3 夾具使用注意事項
?鑽孔時鑽頭應選剛度好、端擺小的鑽頭,鑽頭刃磨對稱。
?因鑽頭在柱面傾斜加工,進給力不易控制,易將孔引偏,或折斷鑽頭,所以鑽頭接觸工件要輕,多次提鑽,以免鑽偏。
?鑽進時,轉速要低,進給量宜小,鑽進少許,鑽頭不再打滑偏擺時可加速。
?將近鑽完時,應當放慢轉速。
4 結論
圓柱面上的斜孔,均可依此方法設計類似鑽模加工,定位方式可依據不同工件的實際結構以及精度需要而定。通過實踐證明這種方法行之有效。