六角槽形螺母是緊固件製造中經常遇到的一種產品,而且該產品規格從M8~M48共14種,產品成形后最後一道機械加工工序銑花槽的工作量非常大。目前大部分企業都採用在銑床上用鋸片銑刀一個個進行開花槽的加工方法。只不過在開花槽子的加工工序方面各有不同的「絕招」。因此生產效率各自不大相同。其方法主要取決於該工序的加工工藝裝備。
本文提供兩組銑花槽子工藝裝備夾具:一組用於大規格六角槽形螺母開花槽M20-M48,另一組用於小規格六角槽形螺母開花M10-M18。供參考。
一、大規格六角槽形開花槽夾具
圖1是大規格六角槽形開花槽夾具,其結構由:1、夾具體;2、拉緊絲頭;3、鎖緊螺母4、定位塊組成。夾具弓形體本體用鑄鋼件,可以用機械加工方法加工成形,也可以用焊接結構機加成形,拉緊絲頭的螺紋要略小於標準螺紋,且螺紋長度不要過長,過長則裝卸時不夠迅速。使用時首先將夾具體水平方向找正並緊固於萬能卧式銑床的工作台上,然後把拉緊絲頭2一個一個擰入工件螺母中,擰的深淺程度與大端面和被加工工件六角槽形螺母端面基本相齊。其次把拉緊絲頭2從夾具體兩端的圓孔中一個個放入夾具體中,放時先在中間放置一個且用螺母緊固定位后,再從其兩邊分別一個個放入,並靠緊后再用螺母緊固件定位。直至夾具體擺放滿為止。夾具體長度設計時儘可能取銑床工作台平行移動時最大允許長度。水平正中銑完一刀后,形成一個槽,稍微鬆動所有的拉緊絲頭緊固螺母,兩邊拉緊絲頭連同被加工螺母一起分別往兩邊移動到夾具體的兩端圓孔處,移動所有工作方向後,由兩邊相互向中間靠緊,再次定位緊固。這樣重複完成上述動作。即可加工出大規格六角槽形螺母三個方向的花槽來。
二、小規格六角槽形螺母開花夾具
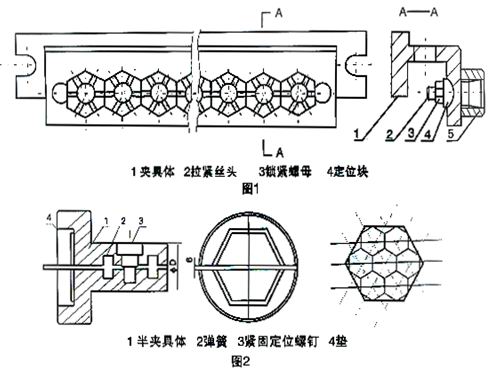
圖2是小規格六角槽形螺母花槽夾具。其結構由:1、相互一樣的兩個半夾具體;2、彈簧;3、緊固定位螺釘;4、墊組成。緊固定位螺釘3起調整夾具緊固件及開口大小的作用,彈簧2起工件加工完后,鬆動緊固定位螺釘時兩個半夾具體的分離。墊起防止切屑掉入夾具體中間縫隙的作用。中間縫隙取δ=2~3毫米,用於夾緊工件。該尺寸不易過大,尺寸過大則造成工件位置不易找正。使用時,將夾具調整到5~6毫米,以利於放入工件夾緊時的方便。該夾具要用於小規格M10~M18之間六角槽形螺母的開槽。將工件放入夾具體後用緊固定位螺釘3定位后,利用卧式銑床,在銑床上用分度頭將夾具體夾緊,在銑床刀桿上調整好距離裝上三把銑刀,可同時進行切削,兩次分度,三次切削,就可以完成開好該工件的花槽。如果利用相同兩套夾具,進行交換使用,可方便提高裝卡速度,提高夾具的工作效率。
該夾具結構緊湊,小巧方便,使用效果好,無需多大投資,可廣泛適用於無專用設備的企業。