絕對零點偏值G54 ??數控銑床編程
程序格式:
G54X?Y?Z?
X、Y、Z為新坐標系原點在原坐標系中的坐標。
說明:
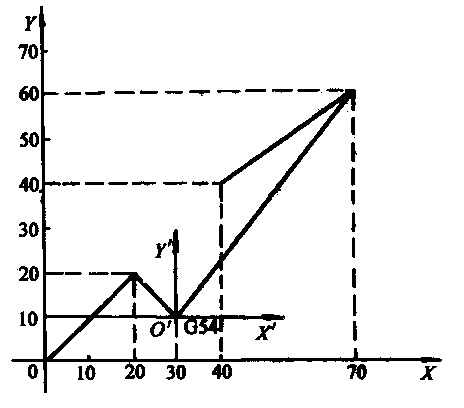
1)G54功能使編程坐標系原點平移到X、Y、Z所規定的坐標處,如右圖所示為利用G54功能使XOY坐標系原點O變換到X』O』Y』坐標系原點O』處;
2) X、Y、Z三個坐標可以全部平移,也可以一部分坐標平移;未寫入的坐標,其原點不平移;
3)G54功能為獨立程序段,本段不得出現其它指令;
4)G54以後的程序段,將以G54建立的新坐標系編製的影響;
5)動態坐標顯示仍然相對原來的坐標系;
6)G54 G55本身不是移動指令,它只是記憶坐標偏置,如需要刀具運動到G54這點,必須再編寫C01或GOO程序段;
7)G54后的坐標值可以是正、負數,小數點前允許4位小數,小數點后允許3位。
編程實例如右圖所示。
P01
N0010 GOO Z3 T01 S800 M03;
N0020 GOOX0 Y0;
N0030 G01 Z-2 F100;
N0040 X20 Y20;
N0050 G54 X30 Y10;
N0060 GOl XO Y0;
N0070 X40 Y50;
NOOSO Xl0 Y30;
N0090 G53;
N0100 GOO Z2;
N0110 M02;