加工坐標系選擇指令G54~G59 ??數控銑床編程
書寫格式:G54 G90 G00 (G01) X~ Y~ Z~ (F~);
該指令執行后,所有坐標值指定的坐標尺寸都是選定的工件加工坐標系中的位置。1~6號工件加工坐標系是通過CRT/MDI方式設置的。
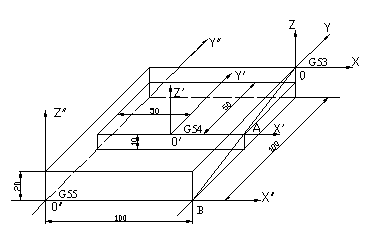
例:在圖中,用CRT/MDI在參數設置方式下設置了兩個加工坐標系:
G54:X-50 Y-50 Z-10
G55:X-100 Y-100 Z-20
這時,建立了原點在O′的G54加工坐標系和原點在O″的G55加工坐標系。若執行下述程序段:
N10 G53 G90 X0 Y0 Z0
N20 G54 G90 G01 X50 Y0 Z0 F100
N30 G55 G90 G01 X100 Y0 Z0 F100
則刀尖點的運動軌跡如圖中OAB所示。
注意事項
1)G54與G55~G59的區別
G54~G59設置加工坐標系的方法是一樣的,但在實際情況下,機床廠家為了用戶的不同需要,在使用中有以下區別:利用G54設置機床原點的情況下,進行回參考點操作時機床坐標值顯示為G54的設定值,且符號均為正;利用G55~G59設置加工坐標系的情況下,進行回參考點操作時機床坐標值顯示零值。
2)G92與G54~G59的區別
G92指令與G54~G59指令都是用於設定工件加工坐標系的,但在使用中是有區別的。G92指令是通過程序來設定、選用加工坐標系的,它所設定的加工坐標系原點與當前刀具所在的位置有關,這一加工原點在機床坐標系中的位置是隨當前刀具位置的不同而改變的。
3)G54~G59的修改
G54~G59指令是通過MDI在設置參數方式下設定工件加工坐標系的,一旦設定,加工原點在機床坐標系中的位置是不變的,它與刀具的當前位置無關,除非再通過MDI 方式修改。
4)應用範圍
本課程所例加工坐標系的設置方法,僅是FANUC系統中常用的方法之一,其餘不一一例舉。其它數控系統的設置方法應按隨機說明書執行。
5)常見錯誤
當執行程序段「G92 X 10 Y 10」時,常會認為是刀具在運行程序後到達X 10 Y 10 點上。其實, G92指令程序段只是設定加工坐標系,並不產生任何動作,這時刀具已在加工坐標系中的 X10 Y10點上。
G54~G59指令程序段可以和G00、G01指令組合,如G54 G90 G01 X 10 Y10時,運動部件在選定的加工坐標系中進行移動。 程序段運行后,無論刀具當前點在哪裡,它都會移動到加工坐標系中的X 10 Y 10 點上。