程序格式:
G56
說明:
1)G56功能將刀具的當前位置定為坐標原點,以後編程均以該點為坐標原點,不必考慮原坐標系的影響;
2)其餘與G54相同。
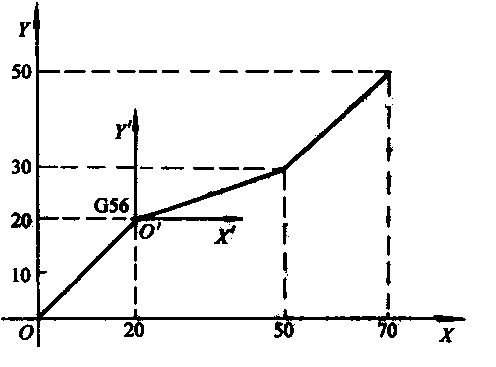
編程實例如圖所示。
P05;
N0010 G00 Z5 T01 M03 S500;
N0020 GOO X0 Y0;
N0030 G01 Z-2 F80;
N0040 X20 Y20;
NOO5O G56;
N0060 G01 X30 Y10;
N0070 G01X50 Y30;
N0080 G53;
N0090 G00 Z3;
N0100 G00 X0 Y0;
N0110 M05;
N0120 M02;