根據數控銑削加工的特點,對零件圖樣進行工藝性分析時,應主要分析與考慮以下一些問題。
1.零件圖樣尺寸的正確標註
圖1 零件尺寸公差帶的調整
由於加工程序是以準確的坐標點來編製的,因此,各圖形幾何元素間的相互關係(如相切、相交、垂直和平行等)應明確,各種幾何元素的條件要充分,應無引起矛盾的多餘尺寸或者影響工序安排的封閉尺寸等。例如,零件在用同一把銑刀、同一個刀具半徑補償值編程加工時,由於零件輪廓各處尺寸公差帶不同,如在圖1中,就很難同時保證各處尺寸在尺寸公差範圍內。這時一般採取的方法是:兼顧各處尺寸公差,在編程計算時,改變輪廓尺寸並移動公差帶,改為對稱公差,採用同一把銑刀和同一個刀具半徑補償值加工,對圖1中括弧內的尺寸,其公差帶均作了相應改變,計算與編程時用括弧內尺寸來進行。
2.統一內壁圓弧的尺寸
加工輪廓上內壁圓弧的尺寸往往限制刀具的尺寸。
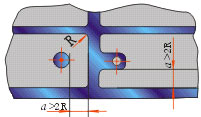
(1)內壁轉接圓弧半徑R
如圖2所示,當工件的被加工輪廓高度H較小,內壁轉接圓弧半徑R較大時,則可採用刀具切削刃長度L較小,直徑D較大的銑刀加工。這樣,底面A的走刀次數較少,表面質量較好,因此,工藝性較好。反之如圖3,銑削工藝性則較差。
通常,當R<0.2H時,則屬工藝性較差。
圖2 R較大時 | 圖3 R較小時 |
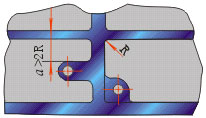
(2)內壁與底面轉接圓弧半徑r
如圖4,銑刀直徑D一定時,工件的內壁與底面轉接圓弧半徑r越小,銑刀與銑削平面接觸的最大直徑d=D-2r也越大,銑刀端刃銑削平面的面積越大,則加工平面的能力越強,因而,銑削工藝性越好。反之,工藝性越差,如圖5所示。
圖4 r較小
圖5 r較大
當底面銑削麵積大,轉接圓弧半徑r也較大時,只能先用一把r較小的銑刀加工,再用符合要求r的刀具加工,分兩次完成切削。
總之,一個零件上內壁轉接圓弧半徑尺寸的大小和一致性,影響著加工能力、加工質量和換刀次數等。因此,轉接圓弧半徑尺寸大小要力求合理,半徑尺寸儘可能一致,至少要力求半徑尺寸分組靠攏,以改善銑削工藝性。
3.保證基準統一的原則
有些工件需要在銑削完一面后,再重新安裝銑削另一面,由於數控銑削時,不能使用通用銑床加工時常用的試切方法來接刀,因此,最好採用統一基準定位。
4.分析零件的變形情況
銑削工件在加工時的變形,將影響加工質量。這時,可採用常規方法如粗、精加工分開及對稱去余量法等,也可採用熱處理的方法,如對鋼件進行調質處理,對鑄鋁件進行退火處理等。加工薄板時,切削力及薄板的彈性退讓極易產生切削麵的振動,使薄板厚度尺寸公差和表面粗糙度難以保證,這時,應考慮合適的工件裝夾方式。
總之,加工工藝取決於產品零件的結構形狀,尺寸和技術要求等。在下表中給出了改進零件結構提高工藝性的一些實例。
提高工藝性方法 | 結構 | 結果 | |
改進前 | 改進后 | ||
銑 | |||
改進內壁形狀 |
|
| 可採用較高剛性刀具 |
統一圓弧尺寸 |
|
| 減少刀具數和更換刀具次數,減少輔助時間 |
選擇合適的圓弧半徑R和r |
|
| 提高生產效率 |
用兩面對稱結構 |
|
| 減少編程時間,簡化編程 |
合理改進凸台分佈 |
|
| 減少加工勞動量 |
| |||
改進結構形狀 |
|
| 減少加工勞動量 |
|
| 減少加工勞動量 | |
改進尺寸比例 |
|
| 可用較高剛度刀具加工,提高生產率 |
在加工和不加工表面間加入過渡 |
|
| 減少加工勞動量 |
改進零件幾何形狀 |
|
| 斜麵筋代替階梯筋,節約材料 |