圖形縮放指令G51、G50 ??數控銑床編程
指令格式:G51 X____ Y____ Z____ P____
以給定點(X,Y,Z)為縮放中心,將圖形放大到原始圖形的P倍;如省略(X,Y,Z),則以程序原點為縮放中心。例如:G51 P2表示以程序原點為縮放中心,將圖形放大一倍;G51 X15.Y15.P2表示以給定點(15,15)為縮放中心,將圖形放大一倍。
G50 關閉縮放功能G51
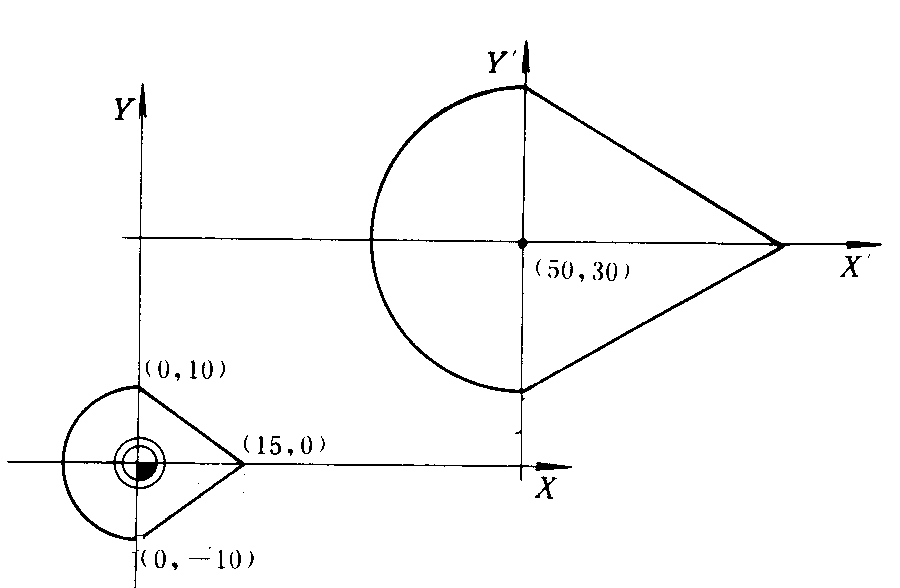
如上圖所示,編程如下:
起刀點為X10 Y-10
O0100 /*子程序 O0001 /*主程序
N10 G00 G90 X0. Y-10. F100 N100 G92 X-50 Y-40
N20 G02 X0. Y10. I10. J10. N110 G51 K2
N30 G01 X15. Y0. N120 M98 P0100
N40 G01 X0. Y-10. N130 G50
N50 M99 /*子程序返回 N140 M30