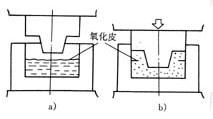
當金屬液在模膛中停留較長時間才合模施壓,而且金屬液上擠充模,使這部分金屬與原澆注液面之間形成一圈冷隔,如圖7-1所示。模膛中金屬表面有一層較厚的氧化皮,擠壓成形后,外留的氧化皮基本上仍在原來位置,導致這一部位的金屬與金屬間沒有熔合,即出現冷隔。
擠壓冷隔形成,與製件成形方法相關。即凸式沖頭加壓中,這種冷隔在所難免。 其防止措施:提高模溫和澆注溫度;工藝節拍許可時,盡量縮短加壓前停留時間;選擇不易氧化的合金等。這些措施,只能降低冷隔的危害程度,但無法根本消除,倘若不許可存在,只能改變成形方法: l)設計模具時,將製件位置倒過來,以便用平沖頭加壓代替凸式沖頭加壓; 2)採用先合模、擠入液態金屬,緊接著施壓。 | |