GB/T6170~6175—2000六角螺母規定了規格範圍從M15~M64螺母的形體規格和幾何尺寸,但是這此系列標準都不能滿足現階段實際應用的需要,有相當的產品已遠遠超出了標準系列範圍,屬於超規範工件,稱之為特大螺母。例如建築機械塔吊地腳上的成套螺母、螺桿,其規格包括M68、M72、M76、M80、M90、M95等六個規格,是我公司承接的一批緊固件產品,材質均為35CrMoA,力學性能要求8級。要生產形體如此之大的特大規格螺母,需要特殊的製造工藝才能完成。由於外形尺寸大,用冷鐓或在摩擦壓力機上用模鍛成形的工藝方法一般較難實現,用型材機械切削加工既浪費原材料,生產效率又低,不經濟。我們最終選定了用自由鍛造粗鍛外形——一條六稜柱體,留很少一點機械精加工余量,切割分體成單個螺母成形的工藝方法(外形精度要求不高的不再留加工余量),成功地完成了這一生產任務。
加工工藝方法
螺母規格:M68、M72、M76、M80、M90、M95六個規格,材質均為35CrMoA螺母,力學性能要求為8級。
其工藝流程為:
(1)下料。
(2)自由鍛造鍛一條六稜柱體毛坯(如果六稜柱體精度要求不高,可一次自由鍛造成形,不再留切削余量)。
(3)退火將鍛好的毛坯料投入到鍛造加熱爐內,加熱到800~900℃,保溫一段時間,然後隨爐溫緩慢冷卻。
(4)精加工六稜柱體要求外形盡寸。
(5)切割在鋸床上按計算好的數量及尺寸鋸成單件螺母。
(6)鑽、鏜孔。
(7)平一端倒內、外角。
(8)平另一端倒內、外角。
(9)車螺紋。
(10)酸洗。
(11)發藍。
(12)包裝。
形體幾何尺寸的確定
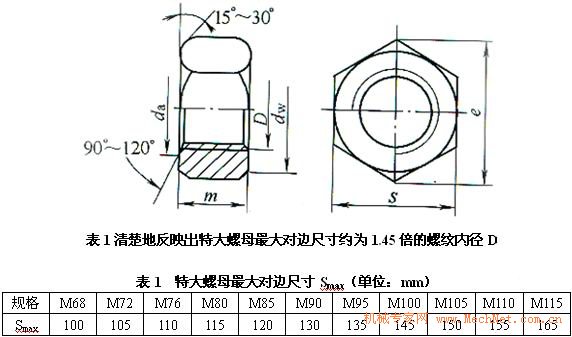
由於大於M64的螺母規格沒有列入國標系列中,因此也就沒有現成的反映大螺母全部形體幾何尺寸的表格表述,進而給生產帶來不便。但是,我們可以根據GB/T6170~6171—2000規定,按照小於M64螺母類型,依據它們幾何尺寸之間的共性,按比例推理計算出特大螺母相應的幾何尺寸。我們發現國標GB/T6170~6171—2000規定的螺母的最大對邊尺寸與螺紋內徑有著一定的比例關係,即螺母的最大對邊尺寸Smax=1.50~1.56倍的螺紋內徑(見附圖)。特大螺母GB/T3104的最大對邊尺寸有了規定(見表1)。
毛坯的形成及坯料計算
由於螺母形體大,在毛坯的形成上選擇了自由鍛造一條六稜柱體的工藝成形方法,切割成一個一個的螺母毛坯而成,因此,對長條的鍛造多長度為宜,要以便於操作者在鍛錘上用手鉗夾緊卡穩工件及最大限度的自由移動操作為準。一般長度在400mm左右,能鍛造3~4個螺母毛坯。根據材料的塑性變形原理和體積不變定律,毛坯的形成是一個從圓變成六方體的過程,毛坯的總體積是幾件毛坯的體積加上兩端面加工余量的體積及切割時鋸口消耗的體積總和(兩端面加工余量一般取δ=2.5mm)。
坯料材料長度的計算過程
(1)直徑在長度尺寸400mm範圍內,按鐓鍛比值越小越好,還要根據市場材料供應狀況,在滿足供應、價格比的情況下,選擇比較經濟的規格,一般坯料直徑在Ф90~Ф110mm之間為宜。


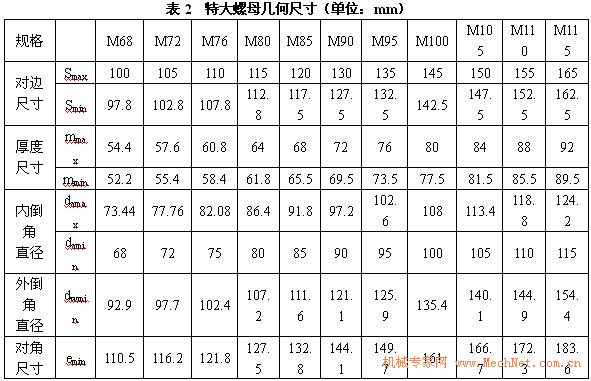
表3確定了特大螺母的系列及形體幾何尺寸,給緊固件特大螺母的製造提供了實際可操作性的幾何尺寸,方便了生產,同時給國際沒有列入系列的螺母一點補充。
結語
上述工藝過程,其工藝手段完全靠手工操作自由鍛造成形,這無疑對操作者的技術技能有較高的要求。自由鍛造工藝本身勞動強度大,生產效率不夠高,但是特大螺母外形尺寸的公差較大,所以成形是完全能夠實現的,並且免去了因設計模具、摩擦壓力機設備承製能力所限、技術等原因不易實現的缺陷。