當前我國機械製造業大量的通用設備在發展現代機械自動化技術時,可以有多種技術路線選擇。應用微電子技術改造這些已有通用設備,比如用數顯、數控裝置改造通用設備,提高單機自動化程度;用可編程序控制器改造通用機床、專用機床、組合機床及自動設備與半自動設備組成的生產線,這樣可以把計算機功能完備、編程靈活、適應性強的優點和繼電器控制簡單、抗干擾能力強、價格便宜等優點結合起來,這是一條低成本、高效益,符合我國國情的機械自動化技術發展應用新途徑。?
2??自動剪板機工藝介紹
剪板機應用於許多金屬加工和薄板開料操作,在設計剪板機之前必須對幾個因素進行考慮,包括剪板機的剪切能力、產率增強選件和安全性。
剪板機類型由許多因素決定,諸如剪板機可處理材料的長度、厚度和種類。?剪板機可以按剪切形式及其驅動系統進行分類,有兩種結構形式常用於電動龍門剪床:閘式(也叫滑塊式)和擺式。?
閘式剪板機利用驅動系統操縱動刀片向下移動到一定的位置,使動刀片在整個行程內幾乎與定刀片保持平行。為了使刀架片橫樑在相互移動的過程保持合適的狀態,閘式剪板機需要一個滑塊導向系統。擺式剪板機驅動系統中有一個用來操縱動刀片,使動刀片依附於滾柱軸承向下迴轉。這種結構不再需要利用凹字形導向條或滑道使刀片在剪切過程保持合適的姿勢。??
3??系統分析
3.1?控制要求
上電后,檢測各工作機構的狀態,控制各工作機構處於初始位置;進料,由控制系統控制進料機構將待剪板料自動輸送到位;定剪切尺寸,採用伺服電機控制擋料器位置保證精確的剪切尺寸,其尺寸可是定值也可以設置為循環變動值;壓緊和剪切,待剪板料長度達到設定值後由主電動機帶動壓料器和剪切刀具,先壓緊板料,然後剪斷板料;送料車的運行,包括卸載后自動返回;剪切板料的尺寸設定、自動計數及每車板料數的預設定;具備斷電保護和來電恢復功能;能實現加工過程自動控制,加工參數顯示,系統檢測。9.保證板料加工精度、加工效率和安全可靠性。10.具有良好的人機操作界面。
3.2?剪板機結構原理
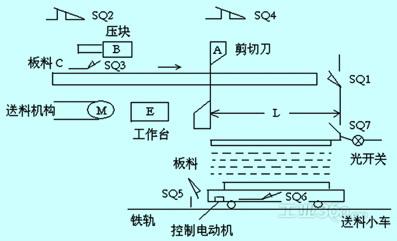
自動剪板機是一種精確控制板材加工尺寸,將大塊金屬板材進行自動循環剪切加工,並由送料車運送到下一工序的自動化加工設備,其結構及原理如圖1所示。
3.3?控制系統的結構
系統設置了7個限位開關,分別用於檢測各部分的工作狀態。其中,sq1檢測待剪板料是否被輸送到位。sq2、sq3分別檢測壓塊b的狀態,檢測壓塊是否壓緊已到位的板料;sq4檢測剪切刀a的狀態;sq7為光電接近開關,檢測板料是否被剪斷落入小車;sq5用於檢測小車是否到位;sq6用於判斷小車是否空載。送料機構e、壓塊b、剪切刀a和送料小車分別由四台電動機拖動。系統未動做時,壓塊及剪切刀的限位開關sq2、sq3和sq4均斷開,sq1、sq7也是斷開的。
3.4?自動剪板機工作原理
當系統啟動時,輸入板料加工尺寸、加工數量等參數,按下自動開關,系統自動運行。
首先檢查限位開關sq6的狀態,若小車空載,?系統開始工作,?起動送料小車。小車運行到位,限位開關sq5閉合,小車停車;起動送料機構e?帶動板料c向右移動。當板料碰到行程開關sq1時,?送料停止同時制動器鬆開、電磁離合器結合,主電動機通過傳動機構工作;壓塊電機啟動,使壓塊b壓下,壓塊上限開關sq2閉合。當壓塊到位,?板料壓緊時,?壓塊下限開關sq3閉合;剪切刀電動機起動,?控制剪刀下落。此時,sq4閉合,?直到把板料剪斷,?板料落入小車;當小車上的板料夠數時,起動小車控制電動機,?帶動小車右行,將切好的板料送至下一工序;卸下后,?再起動小車左行,?重新返回剪板機下,?開始下一車的工作循環。板料的長度l可根據需要進行調整,每一車板料的數量可預先設定。
4??plc控制系統設計
4.1?自動剪板機系統設計
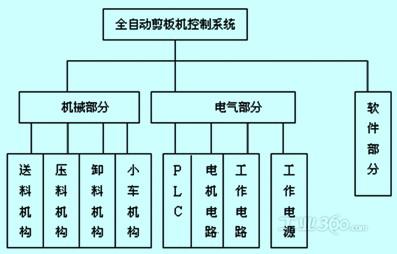
為實現自動化必須根據板材自動精確剪切加工的工作特點及動作要求進行設計,因此本方案採用了可編程式控制制器來實現對自動剪板機的控制,設計方案如圖2所示。
4.2?系統主電路設計?
(1)?設計進料機構e:用交流電機帶動送料皮帶,傳送皮帶送料只向一個方向運動,只要求電機向一個方向旋轉即可,輕負載小工率電動機可直接起動,用熔斷器和熱繼電器作短路、過載保護。使待剪板料自動快速穩定地輸送到剪切位置。
(2)?設計壓料機構b:壓塊b的作用是壓緊板料,以利於剪切刀切斷板料,壓塊b又上升和下降兩種運動,要求帶動壓塊的電動機具有正反轉運動,控制電路有聯鎖保護、熔斷器和熱繼電器短路及過載保護。
(3)?剪切刀:剪切刀有兩種運動,下行切斷板料,然後上升複位,帶動剪切刀機構的電動機也應具有正反轉,用熔斷器和熱繼電器作短路及過載保護。
根據電機控制要求,其電機正反轉程序流程框圖如圖3所示。
圖3??電機正反轉程序流程框圖4.3?電機正反轉控制plc設計討論
(1)?電力拖動是指對電動機的控制,採用繼電器-接觸器控制,都有自己的基本控制電路。採用plc控制也應該有自己的基本控制環節,為此而提出電機正反轉控制plc設計討論,尋找其較好的控制方案。
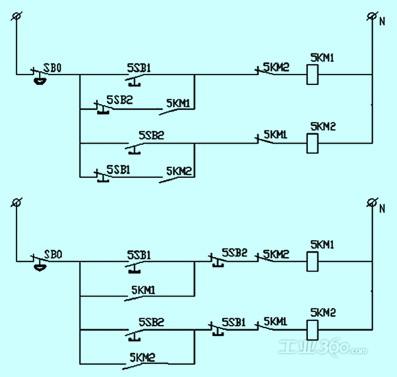
(2)?繼電器-接觸器電氣控制原理:繼電器-接觸器電氣控制原理如圖4所示。上、下兩圖比較,不管是電器元件、觸點數量、連接導線的數量都是一樣的,分別是5隻、9個、13條。按鈕連線也是6根,但上圖的按鈕和接觸器連線較集中,從維修的角度看要比下圖優越。
(3)?元件的代號意義:sb0-帶磨姑頭急停按鈕。5sb1、5sb2-正反轉啟/停按鈕。5km1-正轉接觸器。5km2-反轉接觸器。其中的5km1和5km2要求選用帶機械聯鎖的交流接觸器。
(4)??工作原理:正轉啟動—撳5sb1,5km1得電動作,其中一個觸點自鎖,另一個觸點則用於互鎖,即斷開5km2的線圈迴路。反轉啟動—撳5sb2,首先是5km1失電,其互鎖觸點恢復閉合,才是5km2得電動作,其中一個觸點自鎖,另一個觸點則用於互鎖,即斷開5km1的線圈迴路。?再次正轉啟動——撳5sb1,首先是5km2失電,其互鎖觸點恢復閉合,才是5km1得電動作,其中一個觸點自鎖,另一個觸點則用於互鎖,即斷開5km2的線圈迴路。
5??plc控制系統設計
5.1?松下fp1—c24系列plc
設計採用日本松下公司生產的fp1-c24系列plc系統作為主機。日本松下電工公司的fp系列plc是可編程式控制制器市場上的後起之秀,它具有豐富的指令系統,即使是小型機也有近200條指令。cpu處理速度快,運行速度1.6μs/步。程序容量高達2700步/500步,小型機一般都達到3千步左右,最高可達5千步,而大型機最大也只有60千步。編輯工具的功能強大,無論是手持編程器還是編程工具軟體,其編程可監控能力都很強。強大、統一的編程工具,是設計人員的最佳選擇。網路通信功能強大,此系列的各種機型都提供了通信功能,松下電工提供了多達6種的plc網路產品,在同一子網中集成了幾種通信方式,我們可根據需要選擇。
5.2?i/o端子分配
(1)?輸入設備:限位開關:?sq1,?sq2,sq3,sq4,sq5,sq6,?sq7;系統的停止啟動按鈕:?sb1,?sb2。
(2)?輸出設備:一塊板料剪切完成並落入小車時,?光電檢測開關sq7合一次,計數器作減1計數。本設計中假設小車可最多載40塊板料。km1控制送料機構電機的接觸器;km2、km2?控制壓塊電機的接觸器,驅動電機的正反轉,控制壓塊壓緊和放鬆板料;km3、km3?分別控制剪切電機的接觸器,驅動電機的正反轉,控制剪切刀上下運行;km4和km4?控制送料小車電機的接觸器,驅動電機的正反轉,從而控制小車的左行和右行。hl1為小車空載指示,根據需要,?還可增設其它信號指示。其輸入輸出端子分配如圖5所示。
圖5??i/o端子分配圖5.3?系統的軟體
分析可知,本系統是一個多工步的順序控制系統,運用模塊化程序結構,實現系統,有結構簡單、編程方便等優點。利用plc移位寄存器的移位功能,可實現步進順序控制,使每一步嚴格按順序動作。計數器對每車板料進行計數,其值由用戶根據需要設定。
控制系統的流程順序如圖6所示。系統的梯形圖如圖7所示。

6??結束語
自動剪板機是一種精確控制板材加工尺寸,將大塊金屬板材進行自動循環剪切加工,並由送料車運送到下一工序的自動化加工設備,其整個工藝過程很符合順序控制的要求,所以,在控制過程中,採用可編程式控制制器對自動剪板機進行控制,它較好地解決了採用繼電器-接觸器控制,控制系統較複雜,大量的接線使系統可靠性降低,也間接地降低了設備的工作效率這一問題。因此,將plc應用於該控制,?具有操作簡單、運行可靠、抗干擾能力強、編程簡單,控制精度高的特點。在控制的過程中,剪板機剪板的個數可根據工藝參數方便的修改,而且利用光電接近開關檢測板料狀態非常準確。